OCELOVÉ TRUBKY
SPECIFIKACE
GOST 3262-75
STANDARDNÍ NAKLADATELSTVÍ
Moskva
STÁTNÍ NORMA SVAZU SSR
datumúvody 01.01.77
Tato norma platí pro negalvanizované a pozinkované ocelové svařované trubky s válcovými nebo rýhovanými závity a bez závitů používané pro vodovodní a plynové potrubí, topné systémy, jakož i pro části konstrukcí vodovodních a plynovodních potrubí.
1. SORTIMENT
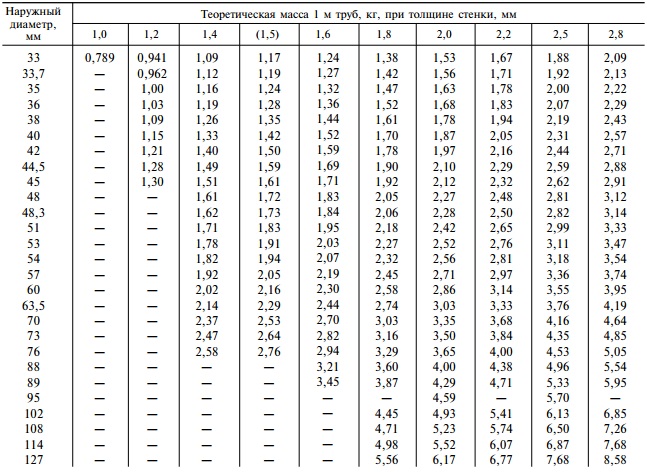
1.1. Trubky jsou vyráběny podle rozměrů a hmotnosti uvedených v tabulce. jeden.
Trubky lehké řady určené k válcování závitů jsou na přání zákazníka vyráběny podle hmotnostních rozměrů uvedených v tabulce. 2.
(Změněné vydání, rev. č. 1 , 3 ).
1.2. Délka potrubí se vyrábí od 4 do 12 m:
měřená nebo vícenásobná měřená délka s přídavkem na každý řez 5 mm a maximální odchylkou pro celou délku plus 10 mm;
neměřená délka.
Na základě dohody mezi výrobcem a spotřebitelem je povoleno až 5 % trubek o délce 1,5 až 4 m v šarži trubek mimo rozchod.
stůl 1
Rozměry, mm
| Podmíněná přihrávka | Vnější průměr | Tloušťka stěny potrubí | Hmotnost 1 m trubek, kg |
||||
| obyčejný | zesílený | obyčejný | zesílený |
||||
tabulka 2
Rozměry, mm
| Podmíněná přihrávka | Vnější průměr | tloušťka stěny | Hmotnost 1 m trubek, kg |
Poznámky:
1. U závitu vyrobeného rýhováním je na trubce povoleno zmenšení jeho vnitřního průměru až o 10 % po celé délce závitu.
2. Hmotnost 1 m trubek byla vypočtena s hustotou oceli 7,85 g / cm 3. Pozinkované trubky jsou o 3 % těžší než negalvanizované.
1.3. Mezní odchylky rozměrů potrubí by neměly překročit hodnoty uvedené v tabulce. 3.
Tabulka 3
| Rozměry potrubí | Mezní odchylky pro výrobu přesných trubek |
|
| zvýšené |
||
| Vnější průměr s podmíněný průchod: | ||
| do 40 mm vč. | ||
| - 0,5 |
||
| Vnější průměr se jmenovitým vrtáním: nad 40 mm | ||
| - 1,0 |
||
| tloušťka stěny | - 15 % | - 10 % |
poznámky:
1. Maximální odchylka na kladné straně podél tloušťky stěny je omezena maximálními odchylkami v hmotnosti trubek.
2. Pro rozvody vody, plynovodů a systémového vytápění se používají trubky obvyklé výrobní přesnosti. Trubky se zvýšenou přesností výroby se používají pro části konstrukcí vodovodů a plynovodů.
1.4. Maximální odchylky v hmotnosti trubek by neměly překročit + 8%.
Na žádost spotřebitele by maximální odchylky hmotnosti neměly překročit:
7,5 % - pro stranu;
10% - pro jednu trubku.
(Změněné vydání, Rev. č. 2, 5).
1.5. Zakřivení trubek na 1 m délky by nemělo překročit:
2 mm - se jmenovitým vrtáním do 20 mm včetně;
1,5 mm - se jmenovitým otvorem nad 20 mm.
1.6. Trubkové závity mohou být dlouhé nebo krátké. Požadavky na závit musí odpovídat požadavkům uvedeným v tabulce. čtyři.
2.2. Na žádost spotřebitele musí být konce svařovaných trubek s tloušťkou stěny 5 mm nebo více zkoseny pod úhlem 35-40 ° na konec trubky. Současně by měl být ponechán koncový kroužek o šířce 1 - 3 mm.
Na žádost spotřebitele se u běžných a vyztužených trubek se jmenovitým vrtáním větším než 10 mm aplikuje závit na oba konce trubky.
2.1; 2.2. (Změněné vydání, Rev. č. 3, 4).
2.3. Na žádost spotřebitele jsou trubky vybaveny spojkami vyrobenými v souladu s GOST8944, GOST8954, GOST8965 a GOST8966 v poměru jedna spojka pro každou trubku.
(Upravené vydání, rev. č. 3).
2.4. Na povrchu trubek nejsou povoleny praskliny, zajetí, bobtnání a západy slunce.
Laminace na koncích trubek nejsou povoleny.
Samostatné promáčkliny, vlnky, rizika, stopy po odizolování a jiné vady způsobené výrobní metodou jsou povoleny, pokud nepřesahují tloušťku stěny nad minimální rozměry, stejně jako vrstva okují, která nebrání kontrole.
U trubek vyrobených svařováním v peci je dovoleno v místě svaru zmenšit vnější průměr na 0,5 mm, pokud v tomto místě dojde k mírnému zesílení vnitřního průměru nejvýše 1,0 mm.
(Změněné vydání, Rev. č. 3, 4).
2.5. Na žádost spotřebitele musí být u trubek se jmenovitým vrtáním 20 mm nebo více na vnitřním povrchu spoje trubky oříznutí nebo zploštění, přičemž výška otřepu nebo jeho stop by neměla přesáhnout 0,5 mm. .
Na žádost spotřebitele je u trubek se jmenovitým vrtáním větším než 15 mm, vyrobených metodou svařování v peci a metodou redukce za tepla, povoleno jemné zahuštění s výškou nejvýše 0,5 mm na vnitřní straně povrch trubek v zóně svaru.
(Změněné vydání, Rev. č. 2, 3, 4, 5, 6).
2.6. Konce trubek musí být seříznuty do čtverce. Hodnota zkosení konce není povolena větší než 2 ° Zbytky otřepů nesmí překročit 0,5 mm. Při odstraňování otřepů je povoleno vytváření otupení (zaoblení) konců. V lince mlýna je povoleno řezat trubky.
Po dohodě mezi výrobcem a spotřebitelem jsou povoleny otřepy do 1 mm na trubkách s jmenovitým otvorem 6-25 mm, vyrobených svařováním v peci.
(Změněné vydání, Rev. č. 4, 6).
2.7. Pozinkované trubky musí mít souvislý zinkový povlak po celém povrchu o tloušťce minimálně 30 mikronů. Absence zinkového povlaku na koncích a závitech trubek je povolena.
Na povrchu pozinkovaných trubek nejsou povoleny puchýře a cizí vměstky (hardzinek, oxidy, slinutá vsázka), odlupování povlaku od základního kovu.
Jsou povoleny oddělené skvrny tavidla a stopy zachycení potrubí zvedacími zařízeními, drsnost a mírné místní usazeniny zinku.
Je povoleno opravit jednotlivé negalvanizované části o 0,5% vnějšího povrchu trubky v souladu s GOST 9.307.
(Změněné vydání, Rev. č. 3, 4).
2.8. Potrubí musí odolat hydraulickému tlaku:
2,4 MPa (25 kgf / cm 2) - trubky, obyčejné a lehké;
3,1 MPa (32 kgf / cm 2) - zesílené trubky.
Na žádost spotřebitele musí trubky odolat hydraulickému tlaku 4,9 MPa (50 kgf / cm 2)
2.9. Trubky se jmenovitým vrtáním do 40 mm včetně musí odolat zkoušce ohybem kolem trnu s poloměrem rovným 2,5 vnějšího průměru a se jmenovitým vrtáním 50 mm - na trnu s poloměrem rovným 3,5 vnějšího průměru průměr.
Na žádost spotřebitele musí potrubí odolat zkoušce roztažnosti:
pro trubky s podmíněným průchodem od 15 do 50 mm - ne méně než 7%;
pro trubky se jmenovitým vrtáním 65 a více - minimálně 4%.
Na žádost spotřebitele musí trubky vydržet zkoušku zploštěním až do vzdálenosti mezi zploštělými plochami rovné 2/3 vnějšího průměru trubek.
2.8,2.9. (Změněné vydání, Rev. č. 2, 3, 5).
2.10. Na žádost spotřebitele musí mechanické vlastnosti trubek pro části konstrukcí vodovodních a plynových potrubí odpovídat GOST 1050.
2.11. Trubkový závit musí být čistý, bez kazů a otřepů a musí odpovídat GOST 6357, třída přesnosti B.
Při montáži s těsněním se používají trubky s válcovými závity.
2.10; 2.11. (Změněné vydání, Rev. č. 3, 4).
2.12. V místě švu je povolena čerň na nitích nitě, pokud pokles normální výšky profilu nitě nepřesáhne 15% a na žádost spotřebitele nepřesáhne 10%.
Na závitech jsou povoleny nitě s přetrženým (pro řezané) nebo neúplné (pro vroubkované) závity, pokud jejich celková délka nepřesahuje 10 % požadované délky závitu a na žádost spotřebitele nepřesahuje 5 %.
2.13. Na niti je povoleno zkrátit užitečnou délku nitě (bez stékání) až o 15 % ve srovnání s uvedenou v a na žádost spotřebitele až o 10 %.
2.12.,2.13. (Změněné vydání, Rev. č. 2, 3, 5).
2.14. Závitování pozinkovaných trubek se provádí po zinkování.
2.15. (Smazáno, rev. č. 3).
2.16. Na žádost spotřebitele jsou svařované spoje trubek podrobeny kontrole nedestruktivními metodami.
(Upravené vydání, rev. č. 5).
3. PRAVIDLA PŘIJÍMÁNÍ
3.1. Trubky jsou přijímány v dávkách. Šarže musí sestávat z trubek stejné velikosti, stejné značky a musí k ní být přiložen jeden doklad o jakosti v souladu s GOST 10692 s přídavkem pro trubky určené k výrobě dílů konstrukcí vodovodních a plynových potrubí, vyrobené z oceli podle GOST 1050: chemické složení a mechanické vlastnosti oceli v souladu s dokumentem o jakosti výrobce polotovaru.
Hmotnost party není větší než 60 tun.
(Změněné vydání, Rev. č. 3, 4).
3.2. Kontroluje se povrch, rozměry a zakřivení pro každou trubku v dávce.
Je povoleno používat statistické kontrolní metody podle GOST 18242 s normální úroveň. Kontrolní plány jsou stanoveny dohodou mezi výrobcem a spotřebitelem.
Kontrola vnějšího průměru trubek se provádí ve vzdálenosti minimálně 15 mm od konce trubky.
(Změněné vydání, Rev. č. 3, 4, 5).
3.3. Kontrolovat parametry závitu, testovat roztažnost, zploštění, ohyb, výšku vnitřního otřepu, zbytky otřepů, pravý úhel a úhel zkosení (u trubek se zkosenými hranami), mechanické vlastnosti, ne více než 1 %, ale ne méně než dvě trubky z dávky, a pro trubky vyrobené kontinuálním svařováním v peci - dvě trubky na dávku.
(Změněné vydání, Rev. č. 3, 4).
3.4. Všechny trubky jsou podrobeny hromadné kontrole.
(Upravené vydání, rev. č. 3).
3.5. Každá trubka je podrobena hydraulické tlakové zkoušce. Při 100% kontrole kvality svaru nedestruktivními metodami nelze provádět hydraulické tlakové zkoušky. Zároveň je zaručena schopnost potrubí odolat zkušebnímu hydraulickému tlaku.
(Upravené vydání, rev. č. 6).
3.6. Pro kontrolu tloušťky zinkového povlaku na vnějším povrchu a na přístupných místech na vnitřním povrchu se z dávky odebírají dvě trubky.
(Upravené vydání, rev. č. 2).
3.7. Pokud se získají neuspokojivé výsledky testu alespoň pro jeden z ukazatelů, provede se druhý test na dvojitém vzorku.
Výsledky opakovaných testů platí pro celou šarži.
4. ZKUŠEBNÍ METODY
4.1. Pro kontrolu kvality se z každé vybrané trubky pro každý typ testu odřízne jeden vzorek.
Zkouška tahem se provádí podle GOST 10006. Místo zkoušky tahem je dovoleno kontrolovat mechanické vlastnosti nedestruktivními metodami.
(Změněné vydání, Rev. č. 3, 6).
4.2. Kontrola povrchu trubek se provádí vizuálně.
4.3. Hydraulické zkoušky se provádějí podle GOST 3845 s vystavením zkušebnímu tlaku po dobu nejméně 5 s.
4.4. Zkouška ohybem se provádí podle GOST 3728. Pozinkované trubky se před nátěrem testují.
(Upravené vydání, rev. č. 3).
4.4a. Zkouška roztažnosti se provádí podle GOST 8694 na kuželovém trnu s úhlem kužele 6 ° .
Je povoleno testovat na trnu s úhlem kužele 30 ° .
(Změněné vydání, Rev. č. 3, 4).
4.4b. Zkouška zploštění se provádí podle GOST 8695.
(Upravené vydání, rev. č. 3).
4.4c. Kontrola svaru se provádí nedestruktivními metodami podle normativní a technické dokumentace.
(Uvedeno dodatečně, Rev. č. 3).
4.5. Tloušťka zinkového povlaku na vnějším povrchu a na přístupných místech na vnitřním povrchu je řízena v souladu s GOST 9.301 a GOST 9.302, stejně jako u zařízení typu MT-41NTs, MTZON nebo Impulse podle regulačních a technických předpisů. dokumentace.
4.6. Závit se kontroluje závitovými kroužkovými kalibry podle GOST 2533 (třetí třída přesnosti).
V tomto případě by zašroubování nesouvislého kroužkového měrky na závit nemělo být více než tři otáčky.
(Změněné vydání, Rev. č. 3, 4).
4.7. Zakřivení trubek je řízeno pravítko podle GOST 8026 a sada sond podle ND.
(Změněné vydání, Rev. č. 3, 5).
4.8. Pravý úhel konců trubek je řízen čtvercem 90 ° velikost 160´ 100 mm třída 3 GOST 3749, deskové sondy sady 4 podle ND nebo goniometr
(Změněné vydání, Rev. č. 3, 4, 5, 6).
4.10. Kontrola svaru se provádí nedestruktivními metodami podle technické dokumentace.
(Uvedeno dodatečně, Rev. č. 4).
5. ZNAČENÍ, BALENÍ, DOPRAVA A SKLADOVÁNÍ
5.1. Značení, balení, přeprava a skladování se provádějí v souladu s GOST 10692 s dodatkem.
5.1.1. Trubkový závit musí být chráněn před mechanickým poškozením a korozí mazivem dle normativní a technické dokumentace.
Sek. 5. (Upravené vydání, rev. č. 3).
INFORMAČNÍ ÚDAJE
1. VYVINUTO A ZAVEDENO Ministerstvem hutnictví železa SSSR 4.4
7. Přetištěno s dodatky č. 1, 2, 3, 4, 5, 6, schváleno v listopadu 1977, prosinci 1978, lednu 1987, květnu 1988, listopadu 1989, listopadu 1991 (IUS 1 -78,2-79, 4-87, 8-88, 2-90, 2-92)
Ocelová vodovodní a plynová trubka je zástupcem nejoblíbenějších vysoce kvalitních druhů válcovaného kovu v moderní konstrukci, který je mimořádně multifunkční, spolehlivý a odolný. Vyrábějí se převážně z austenitických, komplexně legovaných typů chromniklových ocelí, což dává výrobku řadu užitných vlastností:
- vynikající odolnost proti korozi;
- možnost provozu v agresivním prostředí;
- odolnost proti mechanickému poškození a vibracím;
- vysoký stupeň plasticity;
- široký rozsah teplot odolnosti;
- dlouhá doba provozu.
Vodovodní a plynové potrubí z oceli se aktivně využívá v těžebním průmyslu, v oblasti komunikačních řešení (kanalizační sítě, plynovody a vodovody, pokládání podzemních kabelů), průmyslové výstavbě, zemědělství a strojírenství.
Ocelové vodovodní a plynové potrubí: cena za metr
Náklady na ocelové vodovodní potrubí se může pohybovat mezi 55-1490 rublů na metr, což přímo závisí na průchozím průměru výrobku, tloušťce stěny, délce hotového výrobku, jeho třídě, typu válcovaných výrobků, použitých třídách oceli a přítomnosti galvanizovaného povlaku.
Všechny trubky VGP jsou klasifikovány podle následujících charakteristik.
Podle přesnosti konečného produktu:
- standardní přesnost;
- zvýšená přesnost.
Podle stavu povrchové vrstvy:
- s použitím galvanizace - "C";
- bez galvanizace.
Přítomností vlákna:
- bezzávitový;
- s válcovým řezaným závitem - "P";
- s válcovým vroubkovaným závitem - "H".
Typ vlákna:
- dlouhý závit - "D";
- krátké vlákno.
Pokud jde o tloušťku stěny:
- lehký typ;
- standardní typ;
- zesílený typ.
Z hlediska délky:
- měřená délka;
- vícenásobná délka;
- neměřená délka.
Svařované ocelové trubky pro vodovodní a plynové potrubí
Výrobní normy pro ocelové svařované vodovodní a plynové potrubí upravuje GOST 3262-75. Do této podskupiny patří pozinkované i negalvanizované trubky, které se používají pro realizaci vodovodů a plynovodů, pro části stavebních konstrukcí a soustavy zásobování teplem. Všechny trubky VGP jsou elektricky svařované (se zesíleným švem) a jsou vyráběny v DN (jmenovitý otvor) a tloušťce stěny.
GlavMosMetall nabízí všem spotřebitelům velkoobchodní a maloobchodní nákup ocelových vodovodních a plynových potrubí za nejvěrnější ceny v Moskvě. Výrobky jsou dostupné ze všech jakostí oceli, všech typů a tříd, s různými průchozími průměry, tloušťkami stěn, bez závitů a závitů. Je možné i na přání zákazníka výroba ocelových vodovodních trubek jakékoli velikosti a průměru, v souladu s nezbytnými technickými podmínkami. Ochranný povlak zinku lze také aplikovat na jakýkoli výrobek. Všechny produkty jsou vydávány v hotovosti i bankovním převodem.
V nedávné minulosti ocelová trubka VGP (voda a plyn) byl povinným atributem výstavby téměř jakéhokoli objektu. A ani nyní, kdy je na trhu prezentována neuvěřitelná škála trubek pro jakýkoli účel, vodovodní a plynové tlakové trubky nevzdávají své pozice a používají se pro většinu vodovodních, plynových a tepelných systémů.
Jedná se o téměř nenahraditelné produkty pro jakoukoli komunikaci.
Vlastnosti trubek VGP
V tomto případě lze snadno vysvětlit celkové dobytí všech sektorů výstavby trubkami VGP. Faktem je, že v mnoha oblastech (například otevřená dálnice), bez ohledu na to, jak moc byste si to přáli, je instalace potrubí z jiných materiálů prostě nemožná.
Ani trubky z polyetylenu a kovoplastu, které jsou nyní velmi oblíbené, nejsou vhodné pro všechny případy.
Technické podmínky stanovují přísné požadavky, podle kterých plynovod pro potřeby plynu nebude nikdy realizován pomocí plastových trubek, bez ohledu na jejich dobré výkonové vlastnosti.
Proto si můžete být jisti, že ocel bude po velmi dlouhou dobu nepostradatelným materiálem pro výrobu trubek v plynárenském průmyslu.

Ocelové trubky VGP: technologie výroby
Materiál, ze kterého je ocelová trubka VGP vyrobena, je uhlíková ocel.
Technologie výroby je následující:
- Při jejich výrobě se připravují speciální kovové přířezy (nazývají se také pásy) a lisují se.
- Poté se provede šev elektrickým svařováním, po kterém lze trubku VGP považovat za hotovou.
Hlavním dokumentem, který upravuje standardní kvalitu vyráběných produktů trubek VGP, je GOST 3262-75.
Studium švu radiografickými metodami je povinným postupem pro kontrolu kvality trubek, protože je to místo svařování švu, které je bodem zvýšeného rizika u trubky VGP. Přítomnost svaru však nelze přičítat nevýhodám produktu.
Životnost takového potrubí vyrobeného z oceli GOST 3262-75 je do značné míry ovlivněna podmínkami jeho provozu.
Bezpečnost během provozu závisí na tom, která látka se pohybuje v potrubí, plynu nebo vodě, na jejich chemické aktivitě a na vlivu vnějších faktorů.

Hlavní vlastnosti trubek VGP
Nebudeme zvažovat všechny druhy nuancí těchto produktů, často je průměrný spotřebitel nevyžaduje. Pojďme se zastavit u nejzákladnějších výkonnostních charakteristik trubek VGP, které potřebujete znát, abyste s nimi mohli pracovat.
Obvykle mohou být takové znalosti potřebné v případech, kdy je nutné provést jakoukoli drobnou opravu topných trubek vlastními silami nebo samostatně provést instalatérské práce.
Klasifikace trubek VGP
GOST 3262-75 definuje řadu trubek VGP vyrobených z oceli.
Podle materiálu, způsobu výroby a způsobu zpracování trubek VGP jsou klasifikovány podle následujícího principu:
- pozinkované;
- trubky VGP ocel (černá), negalvan.
Kromě výše uvedených parametrů se při výrobě trubek berou v úvahu i některé rozměry trubky VGP: jmenovitý vrt (označený jako DN) a tloušťka stěny. Průměry trubek VGP a další parametry musí přesně odpovídat GOST.
Existují dva typy připravenosti, se kterou hotový výrobek opouští dopravník:
- se závitem na obou koncích, vyrobeným rýhováním nebo řezáním;
- bez vyřezávání.

Průměry trubek VGP jsou spojeny s jejich označením v palcích. Například potrubí VGP s parametrem DN 15 znamená, že máte před sebou „půlpalcové“ potrubí a potrubí DN 25 znamená „palec“.
Potrubí DN 20, DN 32, DN 40 a DN 50 tedy označují tři čtvrtě palce, palec a čtvrt, palec a půl a dva palce. Označení trubek v milimetrech poněkud zjednodušuje výběr trubek požadovaného průměru.
Skupiny přesnosti potrubí VGP
Trubky VGP se vyrábí v následujících skupinách přesnosti:
- Vodovodní a plynové potrubí ze standardní přesné oceli. Při jejich výrobě není standardizováno chemické složení a mechanické vlastnosti. Výrobky běžné přesnosti se používají pro pokládku vodovodních systémů, topných a plynových systémů pro domácí účely.
- Vysoce přesné ocelové vodovodní a plynové potrubí. Patří mezi ně trubky z pozinkované oceli. Takové produkty se používají k výrobě dílů zahrnutých do globálních potrubních systémů.
Normalizace potrubí VGP
Vodní a plynové potrubí vyrobené z oceli od výrobců jsou zpravidla vyrobeny v této délce:
- 4-12 metrů;
- násobek naměřené délky;
- neměřená délka (která je v rámci měřené).
Náklady na takové trubky jsou stanoveny, počínaje ne délkou výrobku, ale jeho hmotností. Hmotnost trubky ocelového pozinkovaného typu VGP se liší od hmotnosti běžných trubek o 3 % výše.
Pro výrobu ocelových trubek VGP se zvýšenou přesností se používají oceli podle GOST 1050 a jejich složení a mechanické vlastnosti nepodléhají přidělování.
Konstrukce pro výrobu dílů. Ocelové trubky VGP se vyrábějí elektrickým svařováním a používá se zesílený šev.
Černá trubka VGP se v závislosti na tloušťce stěny dělí na následující typy:
- plíce;
- zesílený;
- obyčejný.
GOST 3262-75 normalizuje tloušťku stěny těchto výrobků. Také v tomto hostu jsou v tabulkové formě uvedeny parametry jako vnější průměr trubek VGP, jmenovitý otvor, hmotnost a tloušťka stěny.
Trubky jsou navrženy pro provoz při hydraulickém tlaku 25 kgf/cm2 pro lehké trubky a 32 kgf/cm2 pro zesílené.
Na žádost spotřebitele mohou být závity aplikovány na oba konce v běžných trubkách, stejně jako ve vyztužených trubkách VGP, jejichž podmíněný průchod je více než 10 milimetrů.
Nit lze aplikovat dlouhou i krátkou. Pozinkované trubky VGP jsou dodávány jak se spojkami a závity, tak bez nich.
Normy pro elektricky svařované trubky VGP a vlastnosti jejich instalace
Elektrosvařované trubky, které jsou regulovány GOST 10705-80, stejně jako GOST 10704-91, se používají pro širokou škálu konstrukcí a potrubí. Zde jsou ve výrobě použitelné oceli jakosti 20, 10, 3SP, 3PS. Je možné vyrábět tepelně zpracované i tepelně nezpracované trubky.
Neměřená délka je od 4 do 11 metrů a naměřená délka od 9 do 11,7 metrů.

Rozměry trubek VGP jsou určeny jejich délkou a průměrem.
Podle dohody uzavřené se spotřebitelem ohledně konkrétní šarže trubek se mohou rozměry trubky VGP lišit:
- Pro trubky VGP o délce 1,5-4 metry lze povolit 5% odchylku.
- Pozinkovaná trubka může být při válcování zmenšena v průměru až o 10 % po celé ploše, na které je umístěna.
- Hmotnost trubky VGP je vypočtena s hustotou oceli 7,85 g/cm3. Pozinkované trubky přitom váží o 3 % více než negalvanizované.
Existují dva tradičním způsobem instalace vodovodního a plynového potrubí z oceli:
- instalace pomocí elektrického svařování spojení trubek mezi sebou;
- instalace a připojení potrubí se provádí pomocí spojek a dalších zařízení.
Navzdory velmi širokému rozšíření polymerových trubek mezi spotřebiteli můžeme s jistotou říci, že ocelové trubky VGP díky svým četným pozitivní aspekty a vysoce kvalitní výkonnostní charakteristiky se dlouho nevzdají svých pozic a budou se používat po dlouhou dobu.
OCELOVÉ VODNÍ A PLYNOVÉ POTRUBÍ
GOST 3262-75
Specifikace
Specifikace dodávky vody a plynu
Datum představení: 01.01.77
Tato norma platí pro ocelové negalvanizované a pozinkované svařované trubky se závitovým nebo rýhovaným válcovým závitem a bez závitů používané pro vodovodní a plynové potrubí, topné systémy, jakož i pro části konstrukcí vodovodních a plynovodních potrubí.
1. SORTIMENT
1.1. Trubky jsou vyráběny podle rozměrů a hmotnosti uvedených v tabulce. jeden.
Lehké sériové trubky určené k válcování závitů jsou na přání zákazníka vyráběny podle rozměrů a hmotnosti uvedených v tabulce 2.
1.2. Délka potrubí se vyrábí od 4 do 12 m:
a) měřená nebo vícenásobně měřená délka s přídavkem na každý řez 5 mm a maximální odchylkou pro celou délku plus 10 mm;
b) neměřená délka.
Na základě dohody mezi výrobcem a spotřebitelem je povoleno až 5 % trubek o délce 1,5 až 4 m v šarži trubek mimo rozchod.
stůl 1
| Podmíněná přihrávka | Vnější průměr | Tloušťka stěny potrubí | Hmotnost 1 m trubek, kg | ||||
|---|---|---|---|---|---|---|---|
| plíce | obyčejný | zesílený | plíce | obyčejný | zesílený | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,10 | - | - |
| 15 | 1,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
tabulka 2
Poznámky:
1. U závitu vyrobeného rýhováním je na trubce povoleno zmenšení jeho vnitřního průměru až o 10 % po celé délce závitu.
2. Hmotnost 1 m trubek byla vypočtena s hustotou oceli 7,85 g / cm 3. Pozinkované trubky jsou o 3 % těžší než ty negalvanizované.
(Změněné vydání, Rev. č. 1, 3)
1.3. Mezní odchylky rozměrů potrubí by neměly překročit hodnoty uvedené v tabulce. 3.
Tabulka 3
Poznámky:
1. Maximální odchylka na kladné straně podél tloušťky stěny je omezena maximálními odchylkami v hmotnosti trubek.
2. Trubky běžné výrobní přesnosti se používají pro vodovodní potrubí, plynovody a topné systémy. Trubky se zvýšenou přesností výroby se používají pro části konstrukcí vodovodů a plynovodů.
1.4. Maximální odchylky v hmotnosti trubek by neměly překročit + 8%.
Na žádost spotřebitele by maximální odchylky hmotnosti neměly překročit:
7,5 % - pro stranu;
10% - pro jednu trubku.
(Změněné vydání, Rev. č. 2, 5).
1.5. Zakřivení trubek na 1 m délky by nemělo překročit:
2 mm - se jmenovitým vrtáním do 20 mm včetně;
1,5 mm - se jmenovitým otvorem nad 20 mm.
1.6. Trubkové závity mohou být dlouhé nebo krátké. Požadavky na závit musí odpovídat požadavkům uvedeným v tabulce. čtyři.
Tabulka 4
| Podmíněný průchod, mm | Počet závitů s podmíněným průchodem | Délka závitu k běhu, mm | |
|---|---|---|---|
| dlouho | krátký | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 14 | 14 | 9,0 |
| 20 | 14 | 16 | 10,5 |
| 25 | 11 | 18 | 11,0 |
| 32 | 11 | 20 | 13,0 |
| 40 | 11 | 22 | 15,0 |
| 50 | 11 | 24 | 17,0 |
| 65 | 11 | 27 | 19,5 |
| 80 | 11 | 30 | 22,0 |
| 90 | 11 | 33 | 26,0 |
| 100 | 11 | 36 | 30,0 |
| 125 | 11 | 38 | 33,0 |
| 150 | 11 | 42 | 36,0 |
1.7. Trubky se jmenovitým vrtáním 6, 8, 10, 15 a 20 mm jsou navíjeny do svitků na žádost spotřebitele.
Příklady legend
Obyčejná trubka, negalvanizovaná, obvyklé výrobní přesnosti, náhodná délka, se jmenovitým otvorem 20 mm, tloušťkou stěny 2,8 mm, bez závitu a bez spojky:
Trubka 20×2,8 GOST 3262-75
To samé se spojkou:
Trubka M-20×2,8 GOST 3262-75
Stejná, měřená délka, závit:
Trubka R-20×2,8 - 4000 GOST 3262-75
Stejný, pozinkovaný, náhodná délka, závit:
Trubka Ts-R-20×2,8 GOST 3262-75
Totéž, se zinkováním, měřená délka, se závitem:
Potrubí Ts-R-20×2,8 – 4000 GOST 3262-75
U trubek pro válcování závitů je za slovem "trubka" v symbolu uvedeno písmeno H.
U trubek s dlouhým závitem je za slovem "trubka" v symbolu uvedeno písmeno D.
U trubek se zvýšenou přesností výroby v symbolu za rozměrem podmíněný průchod P je uvedeno.
(Upravené vydání, rev. č. 1).
2. TECHNICKÉ POŽADAVKY
2.1. Trubky jsou vyráběny v souladu s požadavky této normy a podle technologických předpisů schválených předepsaným způsobem, z ocelí s normalizací mechanických vlastností a chemického složení i bez ní.
Trubky pro části konstrukcí vodovodních a plynovodních potrubí jsou vyrobeny z oceli dle.
2.2. Na žádost spotřebitele musí být konce svařovaných trubek s tloušťkou stěny 5 mm nebo více zkoseny pod úhlem 35-40 ° ke konci trubky. V tomto případě by měl být ponechán koncový kroužek o šířce 1 - 3 mm.
Na žádost spotřebitele se u běžných a vyztužených trubek se jmenovitým vrtáním větším než 10 mm aplikuje závit na oba konce trubky.
2.1; 2.2. (Změněné vydání, Rev. č. 3, 4).
2.3. Na žádost spotřebitele jsou trubky vybaveny spojkami vyrobenými podle a v poměru jedna spojka pro každou trubku.
(Upravené vydání, rev. č. 3).
2.4. Na povrchu trubek nejsou povoleny praskliny, zajetí, bobtnání a západy slunce.
Na koncích trubek není delaminace povolena.
Samostatné promáčkliny, zvlnění, rizika, stopy po odizolování a jiné vady způsobené výrobní metodou jsou povoleny, pokud nepřesahují tloušťku stěny nad minimální rozměry, stejně jako vrstva okují, která nepřekáží kontrole.
U trubek vyrobených svařováním v peci je dovoleno v místě svaru zmenšit vnější průměr na 0,5 mm, pokud v tomto místě dojde k mírnému zesílení vnitřního průměru nejvýše 1,0 mm.
(Změněné vydání, Rev. č. 3, 4).
2.5. Na žádost spotřebitele musí být u trubek se jmenovitým vrtáním 20 mm nebo více na vnitřním povrchu spoje trubky oříznutí nebo zploštění, přičemž výška otřepu nebo jeho stop by neměla přesáhnout 0,5 mm. .
Na žádost spotřebitele je u trubek se jmenovitým vrtáním větším než 15 mm, vyrobených svařováním v peci a redukcí za tepla, povoleno jemné zesílení o výšce nejvýše 0,5 mm na vnitřním povrchu trubek v svarová zóna.
(Změněné vydání, Rev. č. 2, 3, 4, 5, 6).
2.6. Konce trubek musí být seříznuty do čtverce. Hodnota zkosení konce není povolena větší než 2 °. Zbytky otřepů by neměly přesáhnout 0,5 mm. Při odstraňování otřepů je povoleno vytváření otupení (zaoblení) konců. V mlýnské lince je povoleno řezat trubky.
Po dohodě mezi výrobcem a spotřebitelem jsou povoleny otřepy do 1 mm na trubkách s jmenovitým otvorem 6-25 mm, vyrobených svařováním v peci.
(Změněné vydání, Rev. č. 4, 6).
2.7. Pozinkované trubky musí mít souvislý zinkový povlak po celém povrchu o tloušťce minimálně 30 mikronů. Absence zinkového povlaku na koncích a závitech trubek je povolena.
Na povrchu pozinkovaných trubek nejsou povoleny puchýře a cizí vměstky (hardzinek, oxidy, slinutá vsázka), odlupování povlaku od základního kovu.
Oddělená místa tavidla a stopy potrubí zachycené zvedacími zařízeními, drsnost a mírné místní usazeniny zinku jsou povoleny.
Je povoleno korigovat jednotlivé nepozinkované úseky o 0,5 % vnějšího povrchu trubky dle.
(Změněné vydání, Rev. č. 3, 4).
2.8. Potrubí musí odolat hydraulickému tlaku:
2,4 MPa (25 kgf / cm 2) - trubky, obyčejné a lehké;
3,1 MPa (32 kgf / cm 2) - zesílené trubky.
Na žádost spotřebitele musí trubky odolat hydraulickému tlaku 4,9 MPa (50 kgf / cm 2)
(Změněné vydání, Rev. č. 2, 3, 5).
2.9. Trubky se jmenovitým vrtáním do 40 mm včetně musí odolat zkoušce ohybem kolem trnu s poloměrem rovným 2,5 vnějšího průměru a se jmenovitým vrtáním 50 mm - na trnu s poloměrem rovným 3,5 vnějšího průměru průměr.
Na žádost spotřebitele musí potrubí odolat zkoušce roztažnosti:
pro trubky se jmenovitým otvorem od 15 do 50 mm - ne méně než 7%;
pro trubky se jmenovitým vrtáním 65 a více - minimálně 4%.
Na žádost spotřebitele musí trubky vydržet zkoušku zploštěním až do vzdálenosti mezi zploštělými plochami rovné 2/3 vnějšího průměru trubek.
(Změněné vydání, Rev. č. 2, 3, 5).
2.10. Na žádost spotřebitele musí vyhovovat mechanické vlastnosti potrubí částí konstrukcí vodovodů a plynovodů.
2.11. Závity potrubí musí být čisté, bez trhlin a otřepů a musí odpovídat třídě přesnosti B.
Při montáži s těsněním se používají trubky s válcovými závity.
2.10; 2.11. (Změněné vydání, Rev. č. 3, 4).
2.12. V místě švu je povolena čerň na nitích nitě, pokud pokles normální výšky profilu nitě nepřesáhne 15% a na žádost spotřebitele nepřesáhne 10%.
Na závitech jsou povoleny nitě s přetrženým (pro řezané) nebo neúplné (pro vroubkované) závity, pokud jejich celková délka nepřesahuje 10 % požadované délky závitu a na žádost spotřebitele nepřesahuje 5 %.
(Změněné vydání, Rev. č. 2, 3, 5).
2.13. Na závitu je povoleno snížit užitečnou délku závitu (bez stékání) až o 15 % ve srovnání s délkou uvedenou v tabulce. 4 a na žádost spotřebitele až 10 %.
(Změněné vydání, Rev. č. 2, 3, 5).
2.14. Závitování na pozinkované trubky se provádí po pozinkování.
2.15. (Smazáno, rev. č. 3).
2.16. Na žádost spotřebitele jsou svařované spoje trubek podrobeny kontrole nedestruktivními metodami.
(Upravené vydání, rev. č. 5).
3. PRAVIDLA PŘIJÍMÁNÍ
3.1. Trubky jsou přijímány v dávkách. Šarže se musí skládat z trub stejné velikosti, stejné značky a musí k ní být přiložen jeden doklad o jakosti v souladu s dodatkem pro trubky určené k výrobě dílů konstrukcí vodovodních a plynovodů, vyrobené z oceli podle: chemického složení a mechanické vlastnosti oceli v souladu s dokumentem kvality podniku - výrobce obrobku.
Hmotnost party není větší než 60 tun.
(Změněné vydání, Rev. č. 3, 4).
OCELOVÉ VODNÍ A PLYNOVÉ POTRUBÍ
Technickýpodmínky
GOST 3262-75
Datum představení 01.01.77
Tato norma platí pro ocelové negalvanizované a pozinkované svařované trubky se závitovým nebo rýhovaným válcovým závitem a bez závitů používané pro vodovodní a plynové potrubí, topné systémy, jakož i pro části konstrukcí vodovodních a plynovodních potrubí.
1. SORTIMENT
1.1. Trubky jsou vyráběny podle rozměrů a hmotnosti uvedených v tabulce. jeden.
Lehké sériové trubky určené k válcování závitů jsou na přání zákazníka vyráběny podle rozměrů a hmotnosti uvedených v tabulce. 2.
1.2. Délka potrubí se vyrábí od 4 do 12 m:
a) měřená nebo vícenásobně měřená délka s přídavkem na každý řez 5 mm a maximální odchylkou pro celou délku plus 10 mm;
b) neměřená délka.
Na základě dohody mezi výrobcem a spotřebitelem je povoleno až 5 % trubek o délce 1,5 až 4 m v šarži trubek mimo rozchod.
stůl 1
| Podmíněná přihrávka | Vnější průměr | Tloušťka stěny potrubí | Hmotnost 1 m trubek, kg | ||||
| plíce | obyčejný | zesílený | plíce | obyčejný | zesílený | ||
| 6 | 10,2 | 1,8 | 2 | 2,5 | 0,37 | 0,4 | 0,47 |
| 8 | 13,5 | 2 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17 | 2 | 2,2 | 2,8 | 0,74 | 0,8 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,1 | - | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4 | 2,73 | 3,09 | 3,78 |
| 40 | 48 | 3 | 3,5 | 4 | 3,33 | 3,84 | 4,34 |
| 50 | 60 | 3 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4 | 4,5 | 8,44 | 9,6 | 10,74 |
| 100 | 114 | 4 | 4,5 | 5 | 10,85 | 12,15 | 13,44 |
| 125 | 140 | 4 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165 | 4 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
tabulka 2
| Podmíněná přihrávka | Vnější průměr | tloušťka stěny | Hmotnost 1 m trubek, kg |
| 10 | 16 | 2 | 0,69 |
| 15 | 20 | 2,5 | 1,08 |
| 20 | 26 | 2,5 | 1,45 |
| 25 | 32 | 2,8 | 2,02 |
| 32 | 41 | 2,8 | 2,64 |
| 40 | 47 | 3 | 3,26 |
| 50 | 59 | 3 | 4,14 |
| 65 | 74 | 3,2 | 5,59 |
Poznámky:
1. U závitu vyrobeného rýhováním je na trubce povoleno zmenšení jeho vnitřního průměru až o 10 % po celé délce závitu.
2. Hmotnost 1 m trubek byla vypočtena s hustotou oceli 7,85 g / cm 3. Pozinkované trubky jsou o 3 % těžší než ty negalvanizované.
(Změněné vydání, Rev. č. 1, 3)
1.3. Mezní odchylky rozměrů potrubí by neměly překročit hodnoty uvedené v tabulce. 3.
Tabulka 3
Poznámky:
1. Maximální odchylka na kladné straně podél tloušťky stěny je omezena maximálními odchylkami v hmotnosti trubek.
2. Trubky běžné výrobní přesnosti se používají pro vodovodní potrubí, plynovody a topné systémy. Trubky se zvýšenou přesností výroby se používají pro části konstrukcí vodovodů a plynovodů.
1.4. Maximální odchylky v hmotnosti trubek by neměly překročit + 8%.
Na žádost spotřebitele by maximální odchylky hmotnosti neměly překročit:
7,5 % - pro stranu;
10% - pro jednu trubku.
(Změněné vydání, Rev. č. 2, 5).
1.5. Zakřivení trubek na 1 m délky by nemělo překročit:
2 mm - se jmenovitým vrtáním do 20 mm včetně;
1,5 mm - se jmenovitým otvorem nad 20 mm.
1.6. Trubkové závity mohou být dlouhé nebo krátké. Požadavky na závit musí odpovídat požadavkům uvedeným v tabulce. čtyři.
Tabulka 4
| Podmíněný průchod, mm | Délka nitě před spuštěním | Podmíněný průchod, mm | Počet ni-proudu při podmíněném průchodu | Délka nitě před spuštěním | |||
| dlouho | krátký | dlouho | krátký | ||||
| 6 | - | - | - | 50 | 11 | 24 | 17,0 |
| 8 | - | - | - | 65 | 11 | 27 | 19,5 |
| 10 | - | - | - | 80 | 11 | 30 | 22,0 |
| 15 | 14 | 14 | 9,0 | 90 | 11 | 33 | 26,0 |
| 20 | 14 | 16 | 10,5 | 100 | 11 | 36 | 30,0 |
| 25 | 11 | 18 | 11,0 | 125 | 11 | 38 | 33,0 |
| 32 | 11 | 20 | 13,0 | 150 | 11 | 42 | 36,0 |
| 40 | 11 | 22 | 15,0 | ||||
1.7. Trubky se jmenovitým vrtáním 6, 8, 10, 15 a 20 mm jsou navíjeny do svitků na žádost spotřebitele.
Příklady legend
Obyčejná trubka, negalvanizovaná, obvyklé výrobní přesnosti, náhodná délka, se jmenovitým otvorem 20 mm, tloušťkou stěny 2,8 mm, bez závitu a bez spojky:
Trumpeta 20 X 2.8 GOST 3262-75
To samé se spojkou:
Trubka M-20 X 2.8 GOST 3262-75
Stejná, měřená délka, závit:
Trubka R-20 X 2,8 - 4000 GOST 3262-75
Stejný, pozinkovaný, náhodná délka, závit:
Trubka Ts-R-20 X 2.8 GOST 3262-75
Totéž, se zinkováním, měřená délka, se závitem:
Trubka Ts-R-20 X 2,8 - 4000 GOST 3262-75
U trubek pro válcování závitů je za slovem "trubka" v symbolu uvedeno písmeno H.
U trubek s dlouhým závitem je za slovem "trubka" v symbolu uvedeno písmeno D.
U trubek se zvýšenou výrobní přesností je v symbolu uvedeno písmeno P za jmenovitou velikostí otvoru.
(Upravené vydání, rev. č. 1).
2. TECHNICKÉ POŽADAVKY
2.1. Trubky jsou vyráběny v souladu s požadavky této normy a podle technologických předpisů schválených předepsaným způsobem, z ocelí v souladu s GOST 380-88 a GOST 1050-88 bez normalizace mechanických vlastností a chemického složení.
Trubky pro části konstrukcí vodovodních a plynových potrubí jsou vyrobeny z oceli podle GOST 1050-88.
2.2. Na žádost spotřebitele musí být konce svařovaných trubek s tloušťkou stěny 5 mm nebo více zkoseny pod úhlem 35-40 ° ke konci trubky. V tomto případě by měl být ponechán koncový kroužek o šířce 1 - 3 mm.
Na žádost spotřebitele se u běžných a vyztužených trubek se jmenovitým vrtáním větším než 10 mm aplikuje závit na oba konce trubky.
2,1; 2.2. (Změněné vydání, Rev. č. 3, 4).
2.3. Na žádost spotřebitele jsou trubky vybaveny spojkami vyrobenými v souladu s GOST 8944-75, GOST 8954-75, GOST 8965-75 a GOST 8966-75 ve výši jedné spojky pro každou trubku.
(Upravené vydání, rev. č. 3).
2.4. Na povrchu trubek nejsou povoleny praskliny, zajetí, bobtnání a západy slunce.
Na koncích trubek není delaminace povolena.
Samostatné promáčkliny, zvlnění, rizika, stopy po odizolování a jiné vady způsobené výrobní metodou jsou povoleny, pokud nepřesahují tloušťku stěny nad minimální rozměry, stejně jako vrstva okují, která nepřekáží kontrole.
U trubek vyrobených svařováním v peci je dovoleno v místě svaru zmenšit vnější průměr na 0,5 mm, pokud v tomto místě dojde k mírnému zesílení vnitřního průměru nejvýše 1,0 mm.
(Změněné vydání, Rev. č. 3, 4).
2.5. Na žádost spotřebitele musí být u trubek se jmenovitým vrtáním 20 mm nebo více na vnitřním povrchu spoje trubky oříznutí nebo zploštění, přičemž výška otřepu nebo jeho stop by neměla přesáhnout 0,5 mm. .
Na žádost spotřebitele je u trubek se jmenovitým vrtáním větším než 15 mm, vyrobených svařováním v peci a redukcí za tepla, povoleno jemné zesílení o výšce nejvýše 0,5 mm na vnitřním povrchu trubek v svarová zóna.
(Změněné vydání, Rev. č. 2, 3, 4, 5, 6).
2.6. Konce trubek musí být seříznuty do čtverce. Hodnota zkosení konce není povolena větší než 2 °. Zbytky otřepů by neměly přesáhnout 0,5 mm. Při odstraňování otřepů je povoleno vytváření otupení (zaoblení) konců. V mlýnské lince je povoleno řezat trubky.
Po dohodě mezi výrobcem a spotřebitelem jsou povoleny otřepy do 1 mm na trubkách s jmenovitým otvorem 6-25 mm, vyrobených svařováním v peci.
(Změněné vydání, Rev. č. 4, 6).
2.7. Pozinkované trubky musí mít souvislý zinkový povlak po celém povrchu o tloušťce minimálně 30 mikronů. Absence zinkového povlaku na koncích a závitech trubek je povolena.
Na povrchu pozinkovaných trubek nejsou povoleny puchýře a cizí vměstky (hardzinek, oxidy, slinutá vsázka), odlupování povlaku od základního kovu.
Oddělená místa tavidla a stopy potrubí zachycené zvedacími zařízeními, drsnost a mírné místní usazeniny zinku jsou povoleny.
Je povoleno opravit jednotlivé negalvanizované části o 0,5% vnějšího povrchu trubky v souladu s GOST 9.307-89.
(Změněné vydání, Rev. č. 3, 4).
2.8. Potrubí musí odolat hydraulickému tlaku:
2,4 MPa (25 kgf / cm 2) - trubky, obyčejné a lehké;
3,1 MPa (32 kgf / cm 2) - zesílené trubky.
Na žádost spotřebitele musí trubky odolat hydraulickému tlaku 4,9 MPa (50 kgf / cm 2)
(Změněné vydání, Rev. č. 2, 3, 5).
2.9. Trubky se jmenovitým vrtáním do 40 mm včetně musí odolat zkoušce ohybem kolem trnu s poloměrem rovným 2,5 vnějšího průměru a se jmenovitým vrtáním 50 mm - na trnu s poloměrem rovným 3,5 vnějšího průměru průměr.
Na žádost spotřebitele musí potrubí odolat zkoušce roztažnosti:
pro trubky se jmenovitým otvorem od 15 do 50 mm - ne méně než 7%;
pro trubky se jmenovitým vrtáním 65 a více - minimálně 4%.
Na žádost spotřebitele musí trubky vydržet zkoušku zploštěním až do vzdálenosti mezi zploštělými plochami rovné 2/3 vnějšího průměru trubek.
(Změněné vydání, Rev. č. 2, 3, 5).
2.10. Na žádost spotřebitele musí mechanické vlastnosti trubek pro části konstrukcí vodovodů a plynovodů odpovídat GOST 1050-88.
2.11. Trubkový závit musí být čistý, bez vad a otřepů a musí odpovídat GOST 6357-81, třída přesnosti B.
Při montáži s těsněním se používají trubky s válcovými závity.
2,10; 2.11. (Změněné vydání, Rev. č. 3, 4).
2.12. V místě švu je povolena čerň na nitích nitě, pokud pokles normální výšky profilu nitě nepřesáhne 15% a na žádost spotřebitele nepřesáhne 10%.
Na závitech jsou povoleny nitě s přetrženým (pro řezané) nebo neúplné (pro vroubkované) závity, pokud jejich celková délka nepřesahuje 10 % požadované délky závitu a na žádost spotřebitele nepřesahuje 5 %.
(Změněné vydání, Rev. č. 2, 3, 5).
2.13. Na závitu je povoleno snížit užitečnou délku závitu (bez stékání) až o 15 % ve srovnání s délkou uvedenou v tabulce. 4 a na žádost spotřebitele až 10 %.
(Změněné vydání, Rev. č. 2, 3, 5).
2.14. Závitování na pozinkované trubky se provádí po pozinkování.
2.15. (Smazáno, rev. č. 3).
2.16. Na žádost spotřebitele jsou svařované spoje trubek podrobeny kontrole nedestruktivními metodami.
(Upravené vydání, rev. č. 5).
3. PRAVIDLA PŘIJÍMÁNÍ
3.1. Trubky jsou přijímány v dávkách. Šarže se musí skládat z trubek stejné velikosti, stejné značky a musí k ní být přiložen jeden doklad o jakosti v souladu s GOST 10692-80 s přídavkem pro trubky určené k výrobě dílů pro konstrukce vodovodních a plynových potrubí, vyrobené z oceli v v souladu s GOST 1050-88: chemické složení a mechanické vlastnosti oceli v souladu s dokumentem o kvalitě výrobce polotovaru.
Hmotnost party není větší než 60 tun.
(Změněné vydání, Rev. č. 3, 4).
3.2. Povrch, rozměry a zakřivení jsou kontrolovány u každé trubky v šarži.
Je povoleno používat statistické kontrolní metody podle GOST 18242-72 s normální úrovní. Kontrolní plány jsou stanoveny dohodou mezi výrobcem a spotřebitelem.
Kontrola vnějšího průměru trubek se provádí ve vzdálenosti minimálně 15 mm od konce trubky.
(Změněné vydání, Rev. č. 3, 4, 5).
3.3. Kontrolovat parametry závitu, testovat roztažnost, zploštění, ohyb, výšku vnitřního otřepu, zbytky otřepů, pravý úhel a úhel zkosení (u trubek se zkosenými hranami), mechanické vlastnosti, ne více než 1 %, ale ne méně než dvě trubky ze série a pro trubky vyrobené kontinuálním svařováním v peci dvě trubky na dávku.
(Změněné vydání, Rev. č. 3, 4).
3.4. Všechny trubky jsou podrobeny hromadné kontrole.
(Upravené vydání, rev. č. 3).
3.5. Každá trubka je podrobena hydraulické tlakové zkoušce. Při 100% kontrole kvality svaru nedestruktivními metodami nelze provádět hydraulické tlakové zkoušky. Zároveň je zaručena schopnost potrubí odolat zkušebnímu hydraulickému tlaku.
(Upravené vydání, rev. č. 6).
3.6. Pro kontrolu tloušťky zinkového povlaku na vnějším povrchu a na přístupných místech na vnitřním povrchu se z dávky odeberou dvě trubky.
(Upravené vydání, rev. č. 2).
3.7. Pokud jsou alespoň u jednoho z ukazatelů získány neuspokojivé výsledky testu, provede se druhý test na dvojitém vzorku.
Výsledky opakovaného testu platí pro celou šarži.
4. ZKUŠEBNÍ METODY
4.1. Pro kontrolu kvality se z každé vybrané trubky pro každý typ testu odřízne jeden vzorek.
Zkouška tahem se provádí podle GOST 10006-80. Namísto zkoušek tahem je dovoleno kontrolovat mechanické vlastnosti nedestruktivními metodami.
4.2. Kontrola povrchu trubek se provádí vizuálně.
4.3. Hydraulické zkoušky se provádějí v souladu s GOST 3845-75 s vystavením zkušebnímu tlaku po dobu nejméně 5 s.
4.4. Zkouška ohybem se provádí podle GOST 3728-78. Pozinkované trubky se před nátěrem testují.
(Upravené vydání, rev. č. 3).
4.4a. Zkouška roztažnosti se provádí podle GOST 8694-75 na kuželovém trnu s úhlem zkosení 6°.
Zkouška může být provedena na trnu s úhlem zkosení 30°.
(Změněné vydání, Rev. č. 3, 4).
4.4b. Zkouška zploštění se provádí podle GOST 8695-75.
(Upravené vydání, rev. č. 3).
4.4c. Kontrola svaru se provádí nedestruktivními metodami podle normativní a technické dokumentace.
(Uvedeno dodatečně, Rev. č. 3).
4.5. Tloušťka zinkového povlaku na vnějším povrchu a na přístupných místech na vnitřním povrchu je řízena v souladu s GOST 9.301-86 a GOST 9.302-88, stejně jako se zařízeními typu MT-41NTs, MTZON nebo Impulse podle regulační a technickou dokumentaci.
4.6. Závit je kontrolován závitovými kroužkovými kalibry podle GOST 2533-88 (třetí třída přesnosti).
V tomto případě by našroubování nesouvislého měřicího kroužku na závit nemělo být větší než tři otáčky.
(Změněné vydání, Rev. č. 3, 4).
4.7. Zakřivení trubek je řízeno pravítko podle GOST 8026-92 a sada sond podle TU 2-034-225-87.
(Změněné vydání, Rev. č. 3, 5).
4.8. Pravý úhel konců trubek je řízen čtvercem 90° o velikosti 160x100 mm třídy 3 GOST 3749-77, deskovými sondami sady 4 TU 2-034-225-87 nebo goniometrem GOST 5378-88. Úhel zkosení zkosení je řízen goniometrem podle GOST 5378-88.
(Změněné vydání, Rev. č. 3, 6).
4.9. Kontrola vnějšího průměru se provádí hladkými mikrometry podle GOST 6507-90, sešívačkami podle GOST 2216-84 nebo GOST 18362-73.
Tloušťka stěny, výška vnitřního otřepu a výška otřepů se měří mikrometrem podle GOST 6507-90 nebo měřidlem stěny podle GOST 11358-89 z obou konců trubky.
Délka trubek se měří páskou podle GOST 7502-89. Závit je řízen měřidly podle GOST 2533-88.
Kontrola hmotnosti šarže trubek se provádí na vahách nejvýše 10 tun s hodnotou dělení nejvýše 20 kg.
(Změněné vydání, Rev. č. 3, 4, 5, 6).
4.10. Kontrola svaru se provádí nedestruktivními metodami podle technické dokumentace.
(Uvedeno dodatečně, Rev. č. 4).
5. ZNAČENÍ, BALENÍ, DOPRAVA A SKLADOVÁNÍ
5.1. Značení, balení, přeprava a skladování se provádějí v souladu s GOST 10692-80 s dodatkem.
5.1.1. Závity potrubí musí být chráněny před mechanickým poškozením a korozí mazivem v souladu s regulační a technickou dokumentací.
Sek. 5. (Změněné vydání, Rev. č. 3).
INFORMAČNÍ ÚDAJE
1. VYVINUTO A ZAVEDENO Ministerstvem hutnictví železa SSSR
VÝVOJÁŘI
V. I. Strizhok, Ph.D. tech. vědy, V. M. Vorona, Ph.D. tech. vědy, Yu. M. Mironov, Ph.D. tech. Nuk, A. I. Postolová
2. SCHVÁLENO A ZAVEDENO výnosem Státního výboru pro normy SSSR č. 2379 ze dne 11. září 1975
3. Periodicita kontroly 5 let
4. VYMĚŇTE GOST 3262-62
5. REFERENČNÍ PŘEDPISY A TECHNICKÉ DOKUMENTY
| Označení NTD, na které je odkaz uveden | Číslo položky |
| GOST 9.301-86 | 4.5 |
| GOST 9.302-88 | 4.5 |
| GOST 9.307-89 | 2.7 |
| GOST 380-88 | 2.1 |
| GOST 1050-88 | 2.1, 2.10, 3.1 |
| GOST 2216-84 | 4.9 |
| GOST 2533-88 | 4.6, 4.9 |
| GOST 3728-78 | 4.4 |
| GOST 3749-77 | 4.8 |
| GOST 3845-75 | 4.3 |
| GOST 5378-88 | 4.8 |
| GOST 6357-81 | 2.11 |
| GOST 6507-90 | 4.9 |
| GOST 7502-89 | 4.9 |
| GOST 8026-92 | 4.7 |
| GOST 8694-75 | 4.4a |
| GOST 8695-75 | 4.4b |
| GOST 8944-75 | 2.3 |
| GOST 8954-75 | 2.3 |
| GOST 8965-75 | 2.3 |
| GOST 8966-75 | 2.3 |
| GOST 10006-80 | 4.1 |
| GOST 10692-80 | 3.1 |
| GOST 11358-89 | 4.9 |
| GOST 18242-72 | 3.2 |
| GOST 18363-73 | 4.9 |
| TU 2-034-225-88 | 4.7, 4.8 |
6. Opětovné vydání (květen 1994) s dodatky č. 1, 2, 3, 4, 5, 6, schválené v listopadu 1977, prosinec 1978, leden 1987, květen 1988, listopad 1989, listopad 1991 (IUS 1-78, 2- 79, 4-87, 8-88, 2-90, 2-92).







