What is a muffle furnace? And what is it for? Let's turn for a while to the memoirs of the French court carriage master of the late 17th - early 18th centuries. Janto. Yes, the one who invented the steering linkage. They call it that - Janto's trapezoid.
He invented something, but he couldn’t put the idea into action, the axle shafts of prototypes broke all the time. Janto was in despair, he expected huge profits from the invention. Carriages with front wheels on a solid axle with a pivot on the rolls kept tipping over, and the nobility with excellent companions, up to their majesties, flew out onto the road flooded with manure. The thrust was alive, on oats.
And then a certain, unfortunately, not named, Russian nobleman visited the workshop. Peter the Great was just preparing the well-known embassy of Bekovich-Cherkassky to Bukhara. The star of gifts to the khan was to be a luxurious carriage; and our compatriot came to order it from the best European master.
So, he, looking at the fracture of the part and tasting its hardness (“The nobleman did not disdain to take a file in his hands!” Jeanto exclaims), gave advice: “First, cement in a muffle with ground cattle horn, and then kalite. Then inside the steel will remain viscous, not brittle, and on the outside a strong hardened crust will form, it will not be erased for a long time.
Janto is not to blame, he was a carriage maker, not a metallurgist. And the fact that the Petrovsky officer understood the processing of metals is also not surprising. But it is immediately clear why a muffle is needed - a heat-resistant and impermeable container in which the part undergoes heat treatment. Its role is to isolate the part from external influences, incl. and from the flame, in the first place. Secondly, to ensure uniform heating.
Masters Janto, most likely, heated the muffle in the usual. But over time, the requirements for the quality of heat treatment increased, and new technologies were developed. Already at the beginning of the XIX century. in industry, special muffle furnaces were widely used, designed exclusively for heating the muffle chamber. In the age of plastic, low-temperature muffle furnaces appeared, in which composite parts undergo hot curing.
Now muffle furnaces have enough work:
- Remelting of valuable metals and alloys, when the introduction of impurities or thermochemical interaction in the flame is unacceptable.
- Heat treatment of metals: cementing, hardening, annealing, tempering, normalization (aging).
- Firing of pottery, especially art, to obtain an even surface tone.
- Drying of electrically conductive materials; microwaves, as is known, can only dry dielectrics.
- Combustion to mineral components by sublimation of volatiles (ashing). In this regard, such a sad duty as cremation.
In addition, muffle furnaces are used in the assay for the so-called. cupellation, for growing single crystals and in many other areas. Eg. in medicine - for high-temperature sterilization.
Make or buy?
With your own hands, you can make a furnace with a muffle up to 5-7 liters. If you ask for the proper quality of processing, then this work is not easy. Therefore, first, let's see which of the finished stoves are suitable for home use and how much it will cost to purchase them.
Laboratory assistants, scientists, and just craftsmen are well acquainted with a well-deserved veteran - an electric muffle furnace PM-8 (see figure) with a muffle chamber volume of 6.5 liters (in the figure on the right, 190x120x300 mm). The secret of the "peemka" is in the chamber, it is made of heat-resistant ceramics by the slip pouring method. The PM-8 muffle is eternal, for it separately at auctions they ask for half the cost of the furnace.
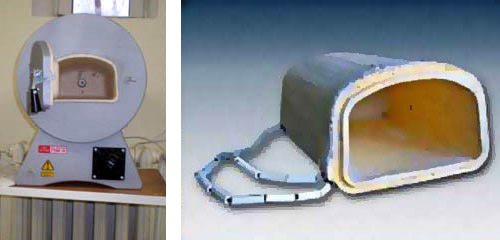
PM-8 is produced in 2 modifications, PM-8K with manual preset temperature and relay control, and PM-8M with digital control. The factory price, respectively, is about 20 thousand rubles. and from 23 thousand rubles. The number 8 in the designation is the number of temperature control steps, from 100 to 900 degrees. Power consumption in the heating mode - up to 2.4 kW, i.e. "peemka" can be plugged into an apartment outlet. Used PM-8 can be taken fearlessly, the design is oaky. True, the price will not drop much.
The only drawback of PM-8 and PM-10 from the same series is that the door is very hot. Lab assistants working with "pemka" can be recognized by eternally burned fingers.
The range of modern muffle furnaces on sale is quite wide. For example, Russian SIKRONs (two left positions in the next figure) are no longer fired, and the price of the same level is from 23,000 rubles. But they are conditionally muffle, the heating coil is placed in the chamber. Therefore, without anything in them, you can only fire ceramics, and all operations with metals must be done with great care. Especially - remelting, SIKRON is not recommended for it at all.

Furnaces SNOL (SNOL), medium pos. in fig. - full-fledged muffle. Burn SNOL, however, it can, if it is awkward to handle it, the side opening of the door does not guarantee against burns. But they are produced in a wide range of sizes, from the smallest. But the prices are clearly not Russian: the cheapest SNOL for less than 30,000 rubles. can not found.
Of the domestic models of "apartment" power, MIMP and "Nakal", 2 right pos., diverge well. in fig. They are cheaper than PM, buy a used worker for 8-9 thousand rubles. is quite real. However, their chambers seem to be made by sintering ceramic powder, so these stoves are not designed for regular operation for decades. However, they are quite suitable for occasional use in the home workshop.
We should also mention the Israeli oven specifically for Shenpaz ceramics. For an established handicraft production with stable sales, this is a good option. Although it costs a lot, from $ 3000, but the products come out one to one. Shenpaz is readily taken by dentists, it costs much less than Focuses, etc., and works just as well.
If done, how?
Most of the designs described in the sources will give such a quality of processing that it is easier to put the finished muffle (see below) into any furnace or furnace with a pressurization. And in order to “bring them to mind”, it will cost no less than buying a good factory used one. Therefore, further we will focus on stoves for small, delicate and responsible work, about which the broad masses of readers, probably, do not know anything at all. Let's look at the key nodes first, and then move on to the structures.
The scheme of the industrial muffle furnace is shown in fig. Its simplification and reduction in cost can be started immediately with a flame tube: with chamber volumes up to 10-20 liters and if the furnace is not intended for ashing and cremation, a small hole in the rear wall of the muffle will suffice.
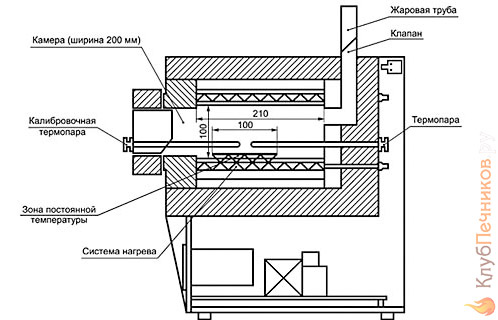
This furnace is a chamber furnace with horizontal discharge, which is easier and safer to operate. But in some cases, shaft furnaces with a vertically located blind muffle are easier to manufacture and cheaper. In them, in addition, it is easy to provide heating without air access, if the muffle is with a lid. But in any case, the heating system, the chamber itself and the thermocouple for temperature control will be the key nodes. We will deal with thermal insulation and the general design along the way.
Heat source
They say that a muffle furnace can be made even on wood. Well, if there is firewood with a calorific value of more than 14,000 kcal / kg, then you can. But no - it is useless to cover a small muffle with a huge woodpile, most of the heat will go to increase the entropy of the Universe.
In principle, the necessary concentration of heat can be created by coal or charcoal, but only in a pressurized furnace. Then it makes no sense to fence the whole furnace, it is enough to place the muffle in the furnace as needed, which was done in the forge of Jeanto. Liquid fuel gives more than enough heat per unit volume, but it evaporates from heating itself. If these gases are not captured and the muffle is not forced to heat, the heat will also evaporate to no avail.
What remains is gas, either natural or from a gasifier, and electricity. The first is cheaper per unit of heat release, the second is easier to handle and manage. We will continue to work with these heat sources.
Thermocouple
Without continuous temperature control, a muffle furnace is just an expensive and dangerous toy, the degree of heating often needs to be monitored in a closed volume, and the experience of a blacksmith will not always help here. The only option for a temperature sensor up to 1000-1300 degrees is a thermocouple. But you don’t need to think about where to “get” platinum. Here are two options for quite affordable thermocouples, operable up to 1100 degrees:
- Iron-constantan, thermo E.D.S. 53 mV/deg.
- Nickel-iron, thermo E.D.S. 34 mV/deg.
Almost without loss of accuracy, iron can be replaced by low-carbon structural steel, i.e. ordinary soft steel wire. Nickel wire is commercially available, and constantan is used to wind school rheostats.
The ends of the wires do not need to be welded, it is enough to twist tightly with pliers. They still burn quickly, not platinum. Then the end is bitten off with a new twist. Of course, the wires should not touch each other except in a twist.
Temperature control - with a conventional household digital tester. E.D.S. at the ends of the pair will vary within 0.53 (0.34) - 5.3 (3.4) V, the digital camera catches such voltages reliably. In a small chamber, one thermocouple is sufficient.
Muffle
Ceramics for the muffle are needed not ordinary, but with good thermal conductivity. It is given by additives of rare metals. Therefore, it is better to make the muffle yourself and not try. Where to find a finished one, let's see a little lower, but for now we'll show how bad homemade products are.

On the left in fig. - a furnace with a home-made muffle made of refractory clay. Firstly, clay, albeit fireclay, conducts heat too poorly for uniform heating of the muffle. Secondly, for firing a workpiece, a temperature not lower than, but much higher than, the working temperature is needed. And where can I get 1400-1500 degrees on the farm, and for fireclay and all 1900? What ignorance of these conditions leads to or neglect of them, is also visible there.
A faceted chamber made of shaped fireclay bricks (on the right in the figure) is already more durable, but it is useless to heat it from the outside in any way. Fireclay conducts heat, although it is better than red brick, but it is rather weak for a muffle. It remains to place an open electric spiral inside, but, firstly, this is strictly prohibited for household appliances.
Secondly, and most importantly, the muffle will no longer be a muffle. Hot metals noticeably evaporate, whoever has been in the foundry remembers the characteristic smell. And the vapors of the alloy of the spiral have nowhere to go, except in a part or product. As a result, a valuable alloy may completely lose its value, an aged or cemented metal may not gain strength or become brittle, and the figurine may become striped or stained.
So where can you get a muffle?
The best option is ceramic chemical glassware, it is sold in laboratory equipment stores. Shape, size - to choose from, supplied with lids. It is possible to pick up under the furnace both with horizontal, and with vertical loading. High thermal conductivity, excellent chemical resistance.
For furnaces with a horizontal chamber open at both ends (pipe furnaces), pieces of tubes from broken powerful fusible links are perfect. They are made from electroporcelain. Another name for it is zirconium ceramics. Exactly the same as goes to the PM muffles. And also cast.
Such large fuses are used at transformer substations (TS) of power networks or distribution sections (RU) of power lines. The inner diameter is from 5 to 30-40 cm. They are not subject to strict accounting, so you can buy or beg without fear of jail.
It is easier for ceramic artists: 800 degrees are enough for firing ceramics. Therefore, any earthenware or porcelain vessel of a suitable size and configuration will go to the muffle of the ceramics firing furnace. Even the flush tank from the old toilet.
About school rheostats
Trying to turn a school rheostat into a muffle is useless: its frame is fragile, porous, and the winding, when heated, short-circuits. But the rheostat as it is keeps the temperature at 250-300 degrees. This makes it suitable for making homemade carbon parts from satin weave carbon fiber and hot curing resins. Veteran aircraft modelers, for example, mold the fuselages, wing edges, spars, ribs and stringers of their championship-class aircraft in this way.
About electric power
In order not to get bogged down in the calculations further, we will immediately determine the power consumed by the furnace. Let's hope that the reader will be able to calculate the resistance of the spiral, the diameter and length of the nichrome wire, or refer to the manuals on this topic. So:
- Furnaces with a closed muffle type PM, horizontal or vertical - 450 W / l.
- Kiln kilns for fine ceramics - 650-700 W / l.
- Furnaces-pipes, only horizontal - from 1.5 kW / l.
In all cases, it is assumed that the thermal insulation is done properly, and the operating temperature is 1000 degrees. And keep in mind, the power required for the furnace is proportional to the FOURTH degree of temperature! The length of the furnace-pipe must be at least 3-5 of its internal diameters.
Some homemade
Gas shaft furnace
The scheme of the gas vertical muffle furnace is shown in fig. It is based on ready-made muffle-chemical dishes 1. The dimensions of the burner 3 are shown conditionally; a large one from the stove will provide heating of the 3-liter muffle up to 800 degrees. The general proportions are approximately the same as in Fig. Some deviation is not critical.
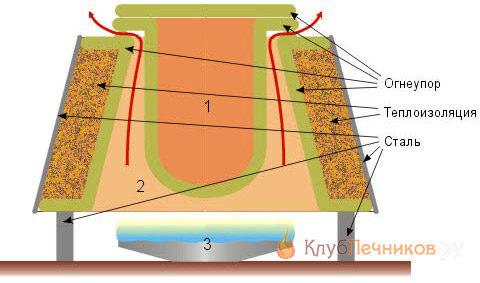
To heat the stove, we buy separately a gas burner for a household hob with a jet and fittings for it. We install the burner on a steel sheet, we feed it from a cylinder with a gearbox. The heating power is regulated, as in the stove, by turning the jet handle.
The requirements for body 3 with a steel shell and legs are not as high as for a muffle, so you can make it yourself. You will need refractory clay (chamotte, kaolin or blue Cambrian) and fluffed asbestos, for filling the clay solution and thermal insulation. If desired, asbestos can be replaced with better quality, but more expensive expanded vermiculite.
Clay for shaping the body is first soaked (“fermented”): clay powder in a dish is poured with water to the top of the backfill and left to “sour” for a day. Next, the solution is kneaded to the density of plasticine and 25% by volume of chamotte sand (for chamotte clay) or clay sand of the appropriate grade is added to it.
Note: Clay sand is ground broken pottery from this clay. Available for general sale.
Then 1-2 volume parts of fluffy asbestos are added, and the solution is thoroughly mixed. By this time, you need to prepare a wax model (dummy) for the inner conical part of the body. The outer parts (cheeks, protrusions under the muffle rim) are molded either by hand or on a potter's wheel. We immediately make holes under the steel legs of the furnace. Or we form the legs from the same mass, only then we have to adjust the grinder so that the stove stands evenly.
Note: you don’t need to do a fat test, as for. For a small solid and mechanically almost unloaded part, the natural fat content of good clay is enough.
The dried body is first fired in the Robinson Crusoe way: they make it under the bricks laid out even directly on the ground on a dry one. They surround it with a fence 0.7-1 m high made of steel mesh or perforated sheet, so that later the coals do not spread and there is air access. They put the workpiece on the floor, cover it with any ceramic dishes and fill it up, only carefully, with fuel (charcoal, firewood) to the top of the fence.
Fuel is ignited from below. When it burns to coals, add more and more until the workpiece is completely hidden under the mass of hot coals. Then, adding fuel little by little, the process is supported for 4-6 hours. Then we wait until all the coals have burned to ash, and the ash has cooled down. Only now can the workpiece be removed.
Note: firing must be done under a canopy. Not a drop of water on the fire!
We do the final firing of the body in the assembled furnace, with thermal insulation laid between the cheeks and the shell put on. We put the muffle in its place, only empty. We turn on the burner on the smallest fire, and gradually, over 30-40 minutes, bring the flame to the strongest. So we heat the stove for an hour and a half, after which it is ready for work.
Furnaces for ceramics

The simplest kiln for firing small ceramics is shown in fig. A household electric stove, a clay flower pot of a suitable size - that's all. It is only necessary to substitute a piece of fireclay brick under the product so that the spiral does not heat it directly from under the bottom. Power is regulated by LATR or thyristor regulator.
It is not necessary to insert a thermocouple into the hole of the pot, the process with such a small furnace is easily regulated visually: at dusk or on a cloudy day in the room, the sides of the pot should glow dark red. When this glow appears, we begin the countdown of the firing time, 4-12 hours, depending on what is fired. The overshoot is visible - we reduce the power.
For a larger furnace (next fig.), you will also need a larger muffle. The best option is a faience barrel (see the figure on the right below), the pickles in them still come out unimportant. A hole is drilled in the bottom of the barrel with a diamond drill for a thermocouple and an outlet for the expanded air.
Now you need a sub. It is collected dry from fireclay bricks on a steel sheet and fastened with a frame from a corner. Inside, closer to the edge of the neck of the barrel, 2-3 annular grooves are made with transitions and a spiral or heating element of the required power is laid in them.

The last stage is the outer shell made of galvanized steel. It is removable, it is put on after the product is installed on the floor and covered with a muffle. The gap between the shell and the muffle is covered with asbestos or vermiculite.
The firing procedure is the same as in the previous case, but temperature control is only by thermocouple. The barrel is large, its walls are thick. Even if you do not make shells with backfill, while it lights up, the product will burn out.
Furnaces-pipes
For an electric furnace-pipe of a sufficiently large diameter (say, from a fuse-link body), we will first of all give a recipe for coating the heater. The composition is the same as for the body of a gas oven, but, firstly, the clay is kneaded to the density of good sour cream or liquid cottage cheese. Secondly, filler-heat insulator (asbestos, vermiculite) give 4-5 volume parts relative to clay.
The next moment is the winding of the spiral. At the root (initial along the winding) end of the pipe tightly, close to each other, we wind 5-10 turns of nichrome and tightly grasp them with a metal clamp and a screw with a nut and a spring washer (grover). The "ears" of the clamp must be elongated and with holes for current supply and heat removal; see more about this below, in the mini-oven section.
Note: the first / last turns play the role of current collection. Nichrome has the property of partial self-isolation, which is why it is used on heaters. Just the end of the wire pressed with a clamp can give poor contact, and to fix the problem, you will have to break the oven and do it again.
Next, we wind it in 2 wires: next to the nichrome wire we lay a copper wire of the same diameter. At the end of the winding, we make a current collector and fix it with a clamp, as described above. Now we remove the copper and proceed to the coating. We apply the coating with a layer of 4-12 mm, as the solution lies down. Then - a week of drying, an hour run at half power (voltage - 1.4 times less than the nominal!), And the final assembly of the furnace, similarly described below.
Note : if you know how to wind windings with variable pitch, then it is better to drive nichrome turns to the middle of the pipe and accelerate to the edges. So the oven will be much more economical and durable.
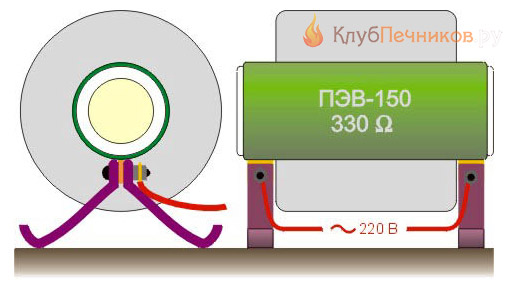
mini muffle

For small work, as a ready-made muffle with a heater, you can take a PE or PEV wire resistor of 50, 100 or 150 W (see Fig.). Its power is indicated on the case after the type, for example. PEV-150. The inner diameter of the PEV resistors is about 20, 30 and 38 mm, respectively. About - because pipes made of electroporcelain, different factories at different times used somewhat different ones.
The resistance value for a voltage of 220 V for 50 W is 910-1000 Ohm, for 100 W - 430-470 Ohm, for 150 W - 330-360 Ohm. It is not necessary to force heating by reducing the resistance, anyway, such a stove will not give more than 900 degrees, and the resistor will quickly burn out.
The weak point of the PEV as a muffle is the contact clamps, they are made of brass, so they require a heat sink. It is made from copper strips with a thickness of at least 2 mm, as shown in the next. fig. Enamelled copper bus is very well suited for windings of powerful transformers; enamel will give additional insulation.
After installing the heat sinks (they are also legs), power wires are connected to the resistor terminals, and the heat sink legs are insulated with 2 layers of glass tape with a 50% overlap of turns. The insulation is impregnated with heat-resistant (not lower than 130 degrees) varnish.
The last stages of assembly - a thin steel shell is put on the stove and stuffed with thermal insulation. The edges of the shell must be knocked out in advance or bent inward at a right angle so that they do not cut through the insulation of the legs. It is not necessary to make a complete flanging inside, so the insulation will hold better in the shell. That's it, the stove from the resistor is ready for use immediately after assembly.
Finally
Muffle furnaces, especially small ones, are still not very common among do-it-yourselfers and IP masters. And in vain, these stoves can do a lot.







