ફિટિંગ ફ્લેંજ,
કનેક્ટિંગ ભાગો
અને પાઇપલાઇન્સ રેટેડ છે
માંથી દબાણપી.એન 1 થી પી.એન 200
ડિઝાઇન, પરિમાણો
અને સામાન્ય તકનીકી આવશ્યકતાઓ
ISO 7005-1:1992
મેટાલિક ફ્લેંજ્સ - ભાગ 1: સ્ટીલ ફ્લેંજ્સ
(NEQ)
ISO 7005-2:1988
મેટાલિક ફ્લેંજ્સ - ભાગ 2: કાસ્ટ આયર્ન ફ્લેંજ્સ
(NEQ)
|
મોસ્કો માનક માહિતી 2012 |
પ્રસ્તાવના
માં માનકીકરણના લક્ષ્યો અને સિદ્ધાંતો રશિયન ફેડરેશન 27 ડિસેમ્બર, 2002 ના ફેડરલ લૉ નંબર 184-એફઝેડ દ્વારા સ્થાપિત "તકનીકી નિયમન પર", અને રશિયન ફેડરેશનના રાષ્ટ્રીય ધોરણોની અરજી માટેના નિયમો - GOST R 1.0-2004 "રશિયન ફેડરેશનમાં માનકીકરણ. મૂળભૂત જોગવાઈઓ"
માનક માહિતી
1 બંધ જોઈન્ટ સ્ટોક કંપની "સંશોધન અને ઉત્પાદન કંપની "સેન્ટ્રલ ડિઝાઇન બ્યુરો ઓફ વાલ્વ એન્જિનિયરિંગ" (CJSC "NPF "TsKBA") દ્વારા વિકસિત
2 ટેકનિકલ કમિટી ફોર સ્ટાન્ડર્ડાઇઝેશન TC 259 "પાઈપ ફિટિંગ્સ અને બેલો" દ્વારા રજૂ કરવામાં આવ્યું
3 તારીખ 28 સપ્ટેમ્બર, 2011 ના ફેડરલ એજન્સી ફોર ટેકનિકલ રેગ્યુલેશન એન્ડ મેટ્રોલોજીના આદેશ દ્વારા મંજૂર અને પ્રભાવમાં દાખલ થયેલ નંબર 374-st
4 આ ધોરણ નીચેના આંતરરાષ્ટ્રીય ધોરણોની મુખ્ય નિયમનકારી જોગવાઈઓને ધ્યાનમાં લે છે:
ISO 7005-1:1992 “મેટલ ફ્લેંજ. ભાગ 1. સ્ટીલ ફ્લેંજ" (ISO 7005-1:1992 "મેટાલિક ફ્લેંજ્સ - ભાગ 1:સ્ટીલ ફ્લેંજ", NEQ);
ISO 7005-2:1988 “મેટાલિક ફ્લેંજ. ભાગ 2. કાસ્ટ આયર્ન ફ્લેંજ" ( ISO 7005-2:1988 "મેટાલિક ફ્લેંજ્સ"- ભાગ 2: કાસ્ટ આયર્ન ફ્લેંજ", NEQ)
5 પ્રથમ વખત રજૂઆત કરી
માહિતી વિશે ફેરફારો પ્રતિ હાજર ધોરણ પ્રકાશિત વી વાર્ષિક પ્રકાશિત માહિતીપ્રદ અનુક્રમણિકા "રાષ્ટ્રીય ધોરણો", એ ટેક્સ્ટ ફેરફારો અને સુધારાઓ - વી માસિક પ્રકાશિત માહિતી ચિહ્નો "રાષ્ટ્રીય ધોરણો". IN કેસ પુનરાવર્તન (બદલીઓ) અથવા રદ હાજર ધોરણ યોગ્ય સૂચના કરશે પ્રકાશિત વી માસિક પ્રકાશિત માહિતીપ્રદ અનુક્રમણિકા "રાષ્ટ્રીય ધોરણો". અનુરૂપ માહિતી, સૂચના અને પાઠો મૂકવામાં આવે છે પણ વી માહિતીપ્રદ સિસ્ટમ સામાન્ય વાપરવુ - પર અધિકારી વેબસાઇટ ફેડરલ એજન્સીઓ દ્વારા તકનીકી નિયમન અને મેટ્રોલોજી વી નેટવર્ક્સ ઈન્ટરનેટ
GOST R 54432-2011
રશિયન ફેડરેશનનું રાષ્ટ્રીય ધોરણ
ફિટિંગની ફ્લેંજ, કનેક્ટિંગ પાર્ટ્સ
અને માંથી રેટેડ દબાણ માટે પાઇપલાઇન્સપી.એન 1 થી પી.એન 200
ડિઝાઇન, પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ
માંથી નજીવા દબાણ માટે વાલ્વ, ફિટિંગ અને પાઇપલાઇન્સ માટે ફ્લેંજ પી.એન 1 થી પી.એન 200.
ડિઝાઇન,પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ
પરિચયની તારીખ - 2012-04-01
1 ઉપયોગ વિસ્તાર
આ ધોરણ પાઇપલાઇન ફિટિંગના કનેક્ટિંગ ફ્લેંજ્સ, કનેક્ટિંગ ભાગો અને પાઇપલાઇન્સ તેમજ મશીનો, ઇન્સ્ટ્રુમેન્ટ્સ, પાઇપ્સ, ઉપકરણ અને ટાંકીના નજીવા દબાણ સાથે કનેક્ટિંગ ફ્લેંજ્સને લાગુ પડે છે.પી.એન 1 થી પી.એન200 અને સ્ટીલ અને કાસ્ટ આયર્ન ફ્લેંજ્સની ડિઝાઇન અને પરિમાણો સ્થાપિત કરે છે, ફ્લેંજના પ્રકારો, સીલિંગ સપાટીઓના આકારના પ્રકારો વ્યાખ્યાયિત કરે છે, ઉત્પાદન, માર્કિંગ, પરીક્ષણ અને નિરીક્ષણ માટે તકનીકી આવશ્યકતાઓ સ્થાપિત કરે છે. આ ધોરણ ફ્લેંજ્સ અને ફાસ્ટનર્સ માટે સામગ્રીની પસંદગી માટે ભલામણો પણ પ્રદાન કરે છે.
અન્ય ઑબ્જેક્ટ્સ, પરિમાણો અને ઉપયોગની શરતો માટે ફ્લેંજ માટે, GOST 1536, GOST 4433, GOST 9399, GOST 25660, GOST 28759.1 - GOST 28759.5 લાગુ થાય છે
ધોરણનો ઉપયોગ પાલન દર્શાવવા માટે થઈ શકે છે.
2 સામાન્ય સંદર્ભો
આ ધોરણ નીચેના ધોરણોના આદર્શ સંદર્ભોનો ઉપયોગ કરે છે:
GOST R 52376-2005 ગરમી-પ્રતિરોધક સર્પાકાર-ઘા ગાસ્કેટ. પ્રકારો. મુખ્ય પરિમાણો
GOST R 52720-2007 પાઇપલાઇન ફિટિંગ. શરતો અને વ્યાખ્યાઓ
GOST R 53561-2009 પાઇપલાઇન ફિટિંગ. વાલ્વ ફ્લેંજ માટે અંડાકાર, અષ્ટકોણ, સ્ટીલ લેન્સ ગાસ્કેટ. ડિઝાઇન, પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ
GOST R 52857.4-2007 જહાજો અને ઉપકરણ. તાકાત ગણતરીના ધોરણો અને પદ્ધતિઓ. તાકાત અને ચુસ્તતાની ગણતરી ફ્લેંજ જોડાણો
GOST 2.301-68 એક સિસ્ટમડિઝાઇન દસ્તાવેજીકરણ. ફોર્મેટ્સ
GOST 9.014-78 કાટ અને વૃદ્ધત્વ સામે રક્ષણની એકીકૃત સિસ્ટમ. ઉત્પાદનોનું કામચલાઉ વિરોધી કાટ સંરક્ષણ. સામાન્ય જરૂરિયાતો
GOST 356-80 પાઇપલાઇન ફિટિંગ અને ભાગો. નજીવા, પરીક્ષણ અને કામનું દબાણ. પંક્તિઓ
GOST 977-88 સ્ટીલ કાસ્ટિંગ્સ. સામાન્ય તકનીકી શરતો
GOST 1050-88 લોંગ-રોલ્ડ પ્રોડક્ટ્સ, કેલિબ્રેટેડ, ખાસ સરફેસ ફિનિશિંગ સાથે, ઉચ્ચ-ગુણવત્તાવાળા કાર્બન સ્ટ્રક્ચરલ સ્ટીલથી બનેલા. સામાન્ય તકનીકી શરતો
GOST 1215-79 નમ્ર આયર્ન કાસ્ટિંગ. સામાન્ય તકનીકી શરતો
GOST 1412-85 કાસ્ટિંગ માટે ફ્લેક ગ્રેફાઇટ સાથે કાસ્ટ આયર્ન. સ્ટેમ્પ્સ
GOST 1536-76 શિપ પાઇપલાઇન્સ માટે ફ્લેંજ. કનેક્ટિંગ પરિમાણો અને સીલિંગ સપાટીઓ
GOST 1577-93 રોલ્ડ જાડા શીટ્સ અને માળખાકીય ઉચ્ચ-ગુણવત્તાવાળી સ્ટીલની પહોળી શીટ્સ. વિશિષ્ટતાઓ
GOST 2590-2006 હોટ-રોલ્ડ રાઉન્ડ સ્ટીલ ઉત્પાદનો. વર્ગીકરણ
GOST 2591-2006 હોટ-રોલ્ડ સ્ક્વેર સ્ટીલ ઉત્પાદનો. વર્ગીકરણ
GOST 4433-76 જહાજો માટે ફિટિંગ, કનેક્ટિંગ ભાગો અને પાઇપલાઇન્સ માટે ફ્લેંજ્સ. પ્રકારો
GOST 4543-71 રોલ્ડ એલોય સ્ટ્રક્ચરલ સ્ટીલ. વિશિષ્ટતાઓ
GOST 5520-79 બોઈલર અને પ્રેશર વેસલ્સ માટે કાર્બન, લો-એલોય અને એલોય સ્ટીલની રોલ્ડ શીટ્સ. વિશિષ્ટતાઓ
GOST 5632-72 ઉચ્ચ-એલોય સ્ટીલ્સ અને કાટ-પ્રતિરોધક, ગરમી-પ્રતિરોધક અને ગરમી-પ્રતિરોધક એલોય. સ્ટેમ્પ્સ
GOST 5773-90 પુસ્તક અને સામયિક પ્રકાશનો. ફોર્મેટ્સ
GOST 6032-2003 કાટ-પ્રતિરોધક સ્ટીલ્સ અને એલોય. ઇન્ટરગ્રેન્યુલર કાટ સામે પ્રતિકાર માટે પરીક્ષણ પદ્ધતિઓ
GOST 7293-85 કાસ્ટિંગ માટે નોડ્યુલર કાસ્ટ આયર્ન. સ્ટેમ્પ્સ
GOST 7350-77 કાટ-પ્રતિરોધક, ગરમી-પ્રતિરોધક અને ગરમી-પ્રતિરોધક જાડા શીટ સ્ટીલ. વિશિષ્ટતાઓ
GOST 7505-89 સ્ટેમ્પ્ડ સ્ટીલ ફોર્જિંગ. સહિષ્ણુતા, ભથ્થાં અને ફોર્જિંગ ભથ્થાં
GOST 8479-70 માળખાકીય કાર્બન અને એલોય સ્ટીલના બનેલા ફોર્જિંગ. સામાન્ય તકનીકી શરતો
માટે GOST 9399-81 થ્રેડેડ સ્ટીલ ફ્લેંજ્સ આર 20 - 100 MPa પર (200 - 1000 kgf/cm2). વિશિષ્ટતાઓ
GOST 9454-78 મેટલ્સ. નીચા, ઓરડા અને એલિવેટેડ તાપમાને બેન્ડિંગ ટેસ્ટ પદ્ધતિને અસર કરે છે
GOST 14140-81 વિનિમયક્ષમતાનાં મૂળભૂત ધોરણો. ફાસ્ટનર્સ માટે છિદ્રોની અક્ષોના સ્થાન માટે સહનશીલતા
GOST 14192-96 કાર્ગોનું માર્કિંગ
GOST 14637-89 (ISO 4995-78) સામાન્ય ગુણવત્તાના કાર્બન સ્ટીલની રોલ્ડ જાડી શીટ્સ. વિશિષ્ટતાઓ
GOST 14792-80 ઓક્સિજન અને પ્લાઝ્મા આર્ક કટીંગ દ્વારા કાપવામાં આવેલા ભાગો અને વર્કપીસ. કટ સપાટીની ચોકસાઈ, ગુણવત્તા
GOST 15180-86 ફ્લેટ સ્થિતિસ્થાપક ગાસ્કેટ. મુખ્ય પરિમાણો અને પરિમાણો
GOST 19281-89 (ISO 4950-2-81, ISO 4950-3-81, ISO 4951-79, ISO 4995-78, ISO 4996-78, ISO 5952-83) ઉચ્ચ-શક્તિવાળા સ્ટીલમાંથી રોલ્ડ ઉત્પાદનો. સામાન્ય તકનીકી શરતો
GOST 20072-74 હીટ-રેઝિસ્ટન્ટ સ્ટીલ. વિશિષ્ટતાઓ
GOST 20700-75 ફ્લેંજ અને એન્કર કનેક્શન માટે બોલ્ટ્સ, સ્ટડ્સ, નટ્સ અને વોશર, પ્લગ અને ક્લેમ્પ્સ 0 થી 650 °C સુધીના મધ્યમ તાપમાન સાથે. વિશિષ્ટતાઓ
GOST 22727-88 રોલ્ડ શીટ્સ. અલ્ટ્રાસોનિક પરીક્ષણ પદ્ધતિઓ
GOST 23304-78 પરમાણુ પાવર પ્લાન્ટના ફ્લેંજ કનેક્શન માટે બોલ્ટ, સ્ટડ, નટ્સ અને વોશર. તકનીકી આવશ્યકતાઓ. સ્વીકૃતિ. પરીક્ષણ પદ્ધતિઓ. લેબલીંગ, પેકેજીંગ, પરિવહન અને સંગ્રહ
GOST 24507-80 બિન-વિનાશક પરીક્ષણ. ફેરસ અને નોન-ફેરસ ધાતુઓમાંથી ફોર્જિંગ. અલ્ટ્રાસોનિક ખામી શોધવાની પદ્ધતિઓ
GOST 25054-81 કાટ-પ્રતિરોધક સ્ટીલ્સ અને એલોયથી બનેલા ફોર્જિંગ. સામાન્ય તકનીકી શરતો
GOST 25660-83 પાણીની અંદરની પાઇપલાઇન્સ માટે ઇન્સ્યુલેટીંગ ફ્લેંજ્સ ચાલુ આર y 10.0 MPa (» 100 kgf/cm 2). ડિઝાઇન
GOST 26349-84 પાઇપલાઇન કનેક્શન અને ફિટિંગ. નજીવા દબાણો. પંક્તિઓ
GOST 26645-85 ધાતુઓ અને એલોયમાંથી કાસ્ટિંગ. પરિમાણીય, માસ અને મશીનિંગ સહિષ્ણુતા
GOST 28338-89 (ISO 6708-80) પાઇપલાઇન કનેક્શન અને ફિટિંગ. નજીવા વ્યાસ. પંક્તિઓ
GOST 28759.1-90 - GOST 28759.5-90 જહાજો અને ઉપકરણના ફ્લેંજ
GOST 30893.1-2002 (ISO 2768-1-89) વિનિમયક્ષમતાનાં મૂળભૂત ધોરણો. સામાન્ય સહનશીલતા. અસ્પષ્ટ સહનશીલતા સાથે રેખીય અને કોણીય પરિમાણોના વિચલનોને મર્યાદિત કરો
નૉૅધ - આ ધોરણનો ઉપયોગ કરતી વખતે, માં સંદર્ભ ધોરણોની માન્યતા તપાસવાની સલાહ આપવામાં આવે છે ઇન્ફર્મેશન સિસ્ટમસામાન્ય ઉપયોગ માટે - ઇન્ટરનેટ પર ફેડરલ એજન્સી ફોર ટેકનિકલ રેગ્યુલેશન એન્ડ મેટ્રોલોજીની અધિકૃત વેબસાઇટ પર અથવા વાર્ષિક પ્રકાશિત માહિતી સૂચકાંક "નેશનલ સ્ટાન્ડર્ડ્સ" અનુસાર, જે વર્તમાન વર્ષના જાન્યુઆરી 1 ના રોજ પ્રકાશિત કરવામાં આવી હતી, અને અનુરૂપ આ વર્ષે પ્રકાશિત માસિક માહિતી સૂચકાંક. જો સંદર્ભ ધોરણ બદલવામાં આવે છે (બદલવામાં આવે છે), તો પછી આ ધોરણનો ઉપયોગ કરતી વખતે તમારે બદલી (બદલાયેલ) ધોરણ દ્વારા માર્ગદર્શન આપવું જોઈએ. જો રેફરન્સ સ્ટાન્ડર્ડ બદલવામાં આવે છે (રદ કરેલું), તો આ સ્ટાન્ડર્ડનો ઉપયોગ કરતી વખતે તમારે રિપ્લેસિંગ (સુધારેલા) સ્ટાન્ડર્ડ દ્વારા માર્ગદર્શન આપવું જોઈએ.
3 શરતો, વ્યાખ્યાઓ અને સંક્ષેપ
3.1 આ ધોરણમાં અનુરૂપ વ્યાખ્યાઓ સાથે નીચેના શબ્દોનો ઉપયોગ કરવામાં આવ્યો છે.
3.1.1 પાઇપલાઇન ફીટીંગ્સ (ફીટીંગ્સ): GOST R 52720 અનુસાર.
3.1.2 બુધવાર: GOST R 52720 અનુસાર.
3.1.3 નજીવા દબાણ પી.એન: GOST 26349 અને GOST R 52720 મુજબ.
3.1.4 નજીવો વ્યાસ ડીએન: GOST 28338 અને GOST R 52720 મુજબ.
3.1.5 ચુસ્તતા: GOST R 52720 અનુસાર.
3.1.6 સીલ GOST R 52720 અનુસાર.
3.2 આ ધોરણમાં નીચેના સંક્ષેપો અને પ્રતીકોનો ઉપયોગ થાય છે:
એનડી - આદર્શ દસ્તાવેજ;
કેડી - ડિઝાઇન દસ્તાવેજીકરણ;
પ્રીલોડ (કડવું) ચુસ્તતાની ખાતરી કરવા માટે જરૂરી છે સીલિંગ ફ્લેંજ કનેક્શનકામ કરવાની પરિસ્થિતિઓમાં.
પાઇપલાઇન ઘટકોને સીલ કરવા માટે ઉચ્ચ દબાણ, મુખ્યત્વે વપરાય છે , અનુસાર ઉત્પાદિત.
આ સાથે શટરનો વ્યાપક ઉપયોગ ફાસ્ટનર્સનીચેનામાં ફાળો આપ્યો: ઉત્પાદનમાં સરળતા અને ઉત્પાદનક્ષમતા; વિશ્વસનીય ગણતરી અને ડિઝાઇન પદ્ધતિઓ; SVD ડિઝાઇન અને ઉત્પાદનની લાંબા ગાળાની પરંપરાઓ. આ વાલ્વના ગેરફાયદા એ છે કે જોડાયેલા થ્રેડેડ ભાગોને સ્ક્રૂ કરવાની અવધિ સાથે સંકળાયેલ બલ્કહેડ્સની ઉચ્ચ શ્રમ તીવ્રતા, તેમજ વાલ્વને એસેમ્બલ અને ડિસએસેમ્બલ કરવાની પ્રક્રિયાને યાંત્રિક અને સ્વચાલિત કરવામાં મુશ્કેલી. મોટી સંખ્યામાંહેરપેન્સ બલ્કહેડ પ્રક્રિયાની શ્રમ તીવ્રતા ઘટાડવાની ઇચ્છા અને તેના મિકેનાઇઝેશનને કારણે પ્રીલોડિંગ (સખ્ત) સ્ટડ્સ અથવા બોલ્ટ અને બદામ.
ટોર્ક લાગુ કરીને ફાસ્ટનર્સને કડક બનાવવું
ટોર્ક કડક કરવાની પદ્ધતિના મુખ્ય ફાયદાઓ તેની વર્સેટિલિટી, સરળતા અને ઉચ્ચ પ્રદર્શન છે. ગેરફાયદા - તેના બદલે ઓછી કાર્યક્ષમતા (ચુસ્ત બનાવવા માટે ખર્ચવામાં આવેલા કુલમાંથી માત્ર 10% થ્રેડેડ કનેક્શનકાર્ય અક્ષીય બળની રચના માટે જવાબદાર છે) અને કડક કરતી વખતે સ્ટડમાં ટોર્સનલ તણાવની ઘટના, જે ઘટાડે છે.
કનેક્શનને કડક કરતી વખતે, ટોર્ક એમઅખરોટ પર લાગુ કરાયેલ kr સ્થિર સહાયક સપાટી સામે અખરોટના છેડાના ઘર્ષણને દૂર કરવા માટે ખર્ચવામાં આવે છે અને અખરોટ અને સ્ટડના થ્રેડની સંપર્ક સપાટીઓનું ઘર્ષણ:
એમ cr = એમ t + એમ p, (1)
જ્યાં એમ t એ જોડાયેલા ભાગોની સ્થિર સહાયક સપાટી પર અખરોટના અંતના ઘર્ષણની ક્ષણ છે; એમ p - થ્રેડમાં ટોર્ક;
એમ t = fટી પ્ર 3 આરટી, (2)
જ્યાં f T એ અખરોટના અંતમાં ઘર્ષણનો ગુણાંક છે; પ્ર 3 - કડક બળ; આરટી - અખરોટની શરતી ઘર્ષણ ત્રિજ્યા;
આર T = (1/3)(D G 3 - d shb 3) / (D G 2 - d shb 2), (3)
જ્યાં ડીટી એ અખરોટની બાહ્ય સહાયક સપાટીનો વ્યાસ છે; d shb - આંતરિક વ્યાસ . થ્રેડમાં ટોર્ક
M p = પ્ર 3 (પી/ 2π + fપી ડી 2 / 2), (4)
જ્યાં આર- થ્રેડ પિચ; f p એ થ્રેડમાં ઘર્ષણનો ગુણાંક છે; ડી 2 - સરેરાશ થ્રેડ વ્યાસ. થ્રેડેડ કનેક્શન માટે જ્યારે સંપર્ક સપાટીઓ ઔદ્યોગિક તેલથી લ્યુબ્રિકેટ કરવામાં આવે છે અને તેના પર કોઈ ઇલેક્ટ્રોલાઇટિક કોટિંગ્સ નથી fટી = 0.12, f p = 0.20.
બોલ્ટ અથવા સ્ટડની પાંખ પર અક્ષીય દળો લાગુ કરીને ફાસ્ટનર્સને કડક બનાવવું
સ્ટડ સળિયા પર અક્ષીય દળો લાગુ કરીને થ્રેડેડ કનેક્શનને કડક કરવાની પદ્ધતિ ધ્યાનમાં લેવામાં આવેલી પદ્ધતિના ગેરફાયદાથી મુક્ત છે. પદ્ધતિમાં ખાસ ઉપકરણ (હાઇડ્રોલિક જેક) વડે સ્ટડ સળિયાને ખેંચવાનો સમાવેશ થાય છે, ત્યારબાદ સ્ટડ સળિયાને ખેંચાયેલી સ્થિતિમાં ઠીક કરવા માટે અખરોટને ઢીલી રીતે સ્ક્રૂ કરીને.
પદ્ધતિની વિશિષ્ટતા એ છે કે ટોર્ક લાગુ કર્યા વિના અખરોટને કડક કર્યા પછી, જોડાણ તત્વો અનલોડ રહે છે: કનેક્શન થ્રેડ સંવર્ધન - અખરોટઅને ઇન્ટરફેસની માઇક્રો-અનિયમિતતા અખરોટ - વોશરઅને . પરિણામે, સ્ટડ પરના તાણના ભારને દૂર કર્યા પછી, આ તત્વો લોડ થાય છે અને વિકૃત થાય છે, પરિણામે શેષ કડક બળ ઘટે છે.
અનલોડિંગ પરિબળનો ઉપયોગ કરીને સ્ટડમાં બળ ઘટાડાની ડિગ્રીનું માપન
બળ ઘટાડવાની ડિગ્રીઉચ્ચ રાહ માં કદર અનલોડિંગ પરિબળ. સ્ટડ અનલોડિંગ ગુણાંક જ્યારે લોડિંગ ડિવાઇસના લોડને દૂર કર્યા પછી લોડને મુખ્ય અખરોટમાં સ્થાનાંતરિત કરવામાં આવે છે ત્યારે સ્ટડમાં બળમાં ઘટાડો ધ્યાનમાં લે છે અને તે તેના શેષ બળ સાથે સ્ટડને ખેંચતા બળના ગુણોત્તર જેટલો છે. .
ફ્લેંજ કનેક્શનમાં ફાસ્ટનર્સને કડક બનાવવાનો ક્રમ
હકીકત એ છે કે જ્યારે કડક વ્યવહારીક રીતે માત્ર એક અથવા ઘણા સ્ટડ્સ (સ્ટડ્સનું જૂથ) એક જ સમયે લોડ થાય છે, પછી તે અવલોકન કરવું જરૂરી છે ચોક્કસ ક્રમજ્યારે દરેક સ્ટડ અથવા એકસાથે ચુસ્ત સ્ટડના વ્યક્તિગત જૂથોને કડક કરવામાં આવે છે. સ્ટડ્સને કડક કરતી વખતે ચોક્કસ ક્રમનું પાલન જૂથ થ્રેડેડ કનેક્શનને કડક કરવાની વિશિષ્ટતાઓને કારણે છે, જે નીચે મુજબ છે. ઉચ્ચ દબાણ પાઇપલાઇન્સ પર સખ્તાઇ તરફ દોરી જાય છે ફ્લેંજ અથવા પ્લગની સીલિંગ સપાટીનું અક્ષીય વિસ્થાપનઅક્ષીય-રેડિયલ દિશામાં સીલિંગ રિંગના રેખીય પરિમાણોમાં ઘટાડો, સંપર્ક સપાટીઓની માઇક્રોરોફનેસની વિકૃતિ, જહાજના શરીરના ફ્લેંજની સામગ્રીનું સંકોચન અને સીલિંગ સપાટીઓના વિસ્તારમાં ઢાંકણ અને અન્ય વિકૃતિઓ. આ વિકૃતિઓના પરિણામે, કવર પ્લેનની અક્ષીય હિલચાલ થાય છે, જેના પર મુખ્ય ફાસ્ટનર્સના નટ્સ આરામ કરે છે.
ફ્લેંજ ફાસ્ટનર્સના કડક બળને સતત ઘટાડવું
ફ્લેંજ કનેક્શન સ્ટડ્સના લોડિંગ મોડ્સ
ફ્લેંજ કનેક્શન સ્ટડ્સના લોડિંગ મોડને વિભાજિત કરવામાં આવે છે
- એક વખત અને
- જૂથ
ફ્લેંજ ફાસ્ટનર્સ માટે વન-ટાઇમ ટાઇટિંગ મોડ
લોડિંગની ચોકસાઈ અને એકરૂપતાને સુનિશ્ચિત કરવાના દૃષ્ટિકોણથી સૌથી ઝડપી, સૌથી વિશ્વસનીય અને આદર્શ છે એક જ સમયે તમામ સ્ટડ્સને કડક કરવાની પદ્ધતિજોડાણો આ કિસ્સામાં, બધા કનેક્શન સ્ટડ્સ સમાન વર્તમાન મૂલ્યોના દળો સાથે વારાફરતી લોડ થાય છે.
ફ્લેંજ કનેક્શન્સના સ્ટડ્સ અથવા બોલ્ટ્સને કડક કરવા માટેની જૂથ પદ્ધતિઓ
જો વન-ટાઇમ લોડિંગ મોડ બનાવવું અશક્ય છે, તો જૂથ મોડ્સનો ઉપયોગ કરવામાં આવે છે. જૂથ કડક સ્થિતિમાં, બધા વાલ્વ સ્ટડ્સ વિભાજિત કરવામાં આવે છે વારાફરતી કડક સ્ટડ્સના જૂથો. સ્ટડના જૂથો હોવા જોઈએ સમાનરૂપે વિતરિતબોલ્ટ વર્તુળની પરિમિતિ સાથે. જૂથમાં સ્ટડની સંખ્યાત્યાં હોવુજ જોઈએ સ્ટડ્સની કુલ સંખ્યાના બહુવિધફ્લેંજ કનેક્શન.
જૂથ કડક મોડ હોઈ શકે છે
- સિંગલ-બાયપાસ અને
- બહુ-બાયપાસ.
ફ્લેંજ કનેક્શનના ફાસ્ટનર્સને કડક કરવા માટે જૂથ સિંગલ-પાસ મોડ
મુ સિંગલ-બાયપાસ મોડએકસાથે સજ્જડ સ્ટડ્સના દરેક જૂથ પર એક જ વાર લોડ ક્રમિક રીતે લાગુ કરવામાં આવે છે. આ કિસ્સામાં, દરેક જૂથના સ્ટડ પરનો ભાર મહત્તમ (પ્રથમ જૂથ માટે) થી ડિઝાઇન કડક બળમાં બદલાય છે (માટે છેલ્લું જૂથ). આ કડક મોડનો ફાયદો: પ્રમાણમાં ટૂંકી અવધિસ્ટડ્સને કડક કરવાની પ્રક્રિયા, તેમજ વધુ ઉચ્ચ ચોકસાઈલોડિંગ (મલ્ટી-બાયપાસ મોડની તુલનામાં), મોટી સંખ્યામાં બાયપાસ અને સંકળાયેલ લોડિંગ ભૂલોને કારણે. મુખ્ય ગેરલાભ પ્રમાણમાં છે પ્રથમ જૂથના સ્ટડ્સનું ઉચ્ચ લોડિંગ બળછેલ્લા જૂથના લોડિંગ બળની તુલનામાં (ઘણી વખત 8-10 વખત અલગ પડે છે).
આ ગેરફાયદાના સંબંધમાં, સિંગલ-બાયપાસ કડક મોડનો ઉપયોગ કરવામાં અવરોધો હોઈ શકે છે:
- અપૂરતું ઉપકરણ પાવર લોડ કરી રહ્યું છે;
- અપૂરતું સંવર્ધન માઉન્ટિંગ શેન્ક તાકાત, જે પ્રથમ જૂથના સ્ટડ્સના લોડિંગ બળને અનુરૂપ હોવા જોઈએ.
નટ્સ સાથે ફ્લેંજ સ્ટડને કડક કરવા માટે ગ્રૂપ મલ્ટિ-પાસ મોડ
આ કિસ્સામાં, ઉપયોગ કરો મલ્ટી-પાસ જૂથ કડક મોડ. આ મોડમાં વહનનો સમાવેશ થાય છે ઘણા લોડિંગ રાઉન્ડ જે એક પછી એક અનુસરે છેબધા જોડાણ જૂથોના સ્ટડ્સ. આ બાયપાસ દરમિયાન સ્ટડ્સનું લોડિંગ ફોર્સ મલ્ટિ-બાયપાસ કડક મોડના અપનાવેલા સંસ્કરણ પર આધારિત છે. મલ્ટિ-બાયપાસ ટાઈટનિંગ મોડનો સૌથી સામાન્ય પ્રકાર છે બાયપાસ-સમાનીકરણ.
ફ્લેંજ સ્ટડ્સ અને નટ્સ માટે કડક મોડ્સની ગણતરી
સ્ટડ ટાઈટીંગ મોડ્સની ગણતરી. સ્ટડ્સને કડક બનાવવાનો એક-વખતનો મોડ છે ખાસ કેસસિંગલ-પાસ જૂથ કડક મોડ, જેમાં સ્ટડ્સના જૂથોની સંખ્યા n=1, એટલે કે બધા ફ્લેંજ સ્ટડ્સ એક સાથે લોડ થાય છે. સ્ટડ્સને કડક કરવાના સિંગલ-પાસ મોડમાં, સ્ટડ્સના આગલા જૂથનું વર્તમાન લોડિંગ બળ (RD26-01-122-89)
જ્યાં કે z 1 - અનુરૂપ જૂથના સ્ટડ્સનું અનલોડિંગ ગુણાંક; પ્ર n એ છેલ્લા જૂથના સ્ટડનું અંતિમ કડક બળ છે; n = m/iગેટમાં પિનના જૂથોની સંખ્યા; m- દરવાજામાં પિનની સંખ્યા; i— એકસાથે ઓપરેટિંગ લોડિંગ ઉપકરણોની સંખ્યા (હાઈડ્રોલિક જેક); z— શટર પ્લેટોના લોડ થયેલ જૂથનો સીરીયલ નંબર. અલ્ટીમેટ પાવર પ્ર n કડક કરવાની પ્રક્રિયાના અંતે સ્ટડ્સના જૂથ દીઠ,
પ્ર n = Q 3 / n,(6)
જ્યાં પ્ર 3 - તમામ બોલ્ટ સ્ટડ્સનું કુલ કડક બળ.
સીલિંગ ગાસ્કેટના સંબંધિત અનુપાલન ગુણાંક
α =λ 0 / λ Ш ( પ્ર), (7)
λ 0 અને λ Ш ( પ્ર) - સીલિંગ ગાસ્કેટ અને સ્ટડ્સના જૂથનું અક્ષીય પાલન. અનુરૂપ જૂથના એક સ્ટડના લોડિંગ બળનું વર્તમાન મૂલ્ય
પ્ર z = પ્ર z/ i. (8)
પ્રથમ જૂથના એક સ્ટડના લોડિંગ બળનું વર્તમાન મૂલ્ય પ્ર" z=1 ની તુલના એક સંવર્ધન પર અનુમતિપાત્ર ભાર સાથે કરવામાં આવે છે [ પ્ર"]; શરત પૂરી કરવી આવશ્યક છે
પ્ર" z=1 ≤ [ પ્ર"] (9)
એક સ્ટડ પર અનુમતિપાત્ર ભાર [ પ્ર"] બે મૂલ્યોમાંથી નાનાની બરાબર લેવામાં આવે છે:
1. સ્ટડ થ્રેડના માઉન્ટિંગ એરિયાની મજબૂતાઈ સુનિશ્ચિત કરવાની શરતમાંથી
[પ્ર"] ≤ 0,8 σ 20 Tsh એફશ, (10)
જ્યાં σ 20 ТШ - 20°C ના તાપમાને સ્ટડ સામગ્રીની શક્તિ આપે છે; એફШ - સ્ટડના માઉન્ટિંગ વિભાગનો ક્રોસ-વિભાગીય વિસ્તાર;
2. અથવા લોડિંગ ઉપકરણ (હાઇડ્રોલિક જેક) ના કાર્યકારી બળ દ્વારા
[પ્ર"] ≤ પ્રવેલ. . (અગિયાર)
જો શરત (9) પૂરી ન થઈ હોય, તો સ્ટડ્સને કડક કરવાના બાયપાસ-સમાનતા મોડની અને અનુરૂપ બાયપાસ સાથેના સ્ટડના આગલા જૂથના લોડિંગ બળના વર્તમાન મૂલ્યની ગણતરી કરવી જરૂરી છે.
 , (12)
, (12)
[પ્ર] = i[પ્ર"]. (13)
રાઉન્ડની આવશ્યક સંખ્યા
 (14)
(14)
જ્યાં કે z2 એ બાયપાસ-ઇક્વલાઇઝિંગ ટાઇટનિંગ મોડમાં સ્ટડ્સનું અનલોડિંગ ગુણાંક છે.
ફ્લેંજ જોડાણો માટે સ્ટડ રાહત પરિબળ
વિવિધ વિભાગોના સીલિંગ ગાસ્કેટ માટે ફ્લેંજ ફાસ્ટનર્સના અનલોડિંગ ગુણાંકમાં તફાવત
મહત્તમ ગુણાંક મૂલ્યો પ્રતિ n અનુરૂપ પ્રકારના ઓ-રિંગ માટે સિંગલ-પાસ ટાઈટનિંગ મોડમાં સ્ટડ્સનું અનલોડિંગ (ફાસ્ટનર્સનું પ્રથમ જૂથ) નીચેના કોષ્ટકમાં આપવામાં આવ્યું છે.
| સ્ટીલ ગાસ્કેટનો વિભાગ દૃશ્ય | મહત્તમ મૂલ્ય કે n | |
| ડબલ શંકુ ગાસ્કેટ | 1,4 | |
| ત્રિકોણાકાર ગાસ્કેટ | 1,45 | |
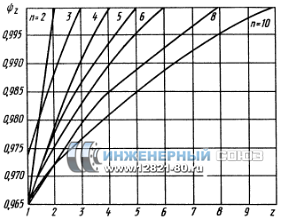
| ચોખા. 1.ગુણાંકની અવલંબન ψ
z થી સાથે વધતો ભારઅક્ષીય અનુપાલન ફ્લેંજ ભાગોઘટાડો, અને તેથી સ્ટડ્સના અનલોડિંગના ગુણાંકમાં પણ ઘટાડો થાય છે. આ સંદર્ભે, વિવિધ જોડાણ જૂથોના સ્ટડ્સના અનલોડિંગ ગુણાંક અલગ છે. સ્ટડ્સના પ્રથમ જૂથ માટે, જે મહત્તમ લોડ સાથે લોડ થાય છે, અનલોડિંગ ગુણાંક ન્યૂનતમ છે; સ્ટડ્સના છેલ્લા જૂથ માટે અનલોડિંગ ગુણાંક મહત્તમ છે. અનુરૂપ સીરીયલ નંબરના સ્ટડના જૂથ માટે અનલોડિંગ ગુણાંક કે z = ψ z પ્રતિ n, (15) જ્યાં ψ z એ સીલિંગ રિંગના પ્રકાર, ફ્લેંજ કનેક્શનમાં સ્ટડ્સના જૂથોની સંખ્યા અને જૂથની સીરીયલ નંબર (ફિગ. 6.35, 6.36) પર આધાર રાખીને ગુણાંક છે.
ચોખા. 1.ગુણાંકની અવલંબન ψ
z થી અષ્ટકોણ સીલિંગ રિંગ અને ફ્લેટ મેટલ ગાસ્કેટવાળા વાલ્વ માટે, સ્વીકારો ψ z = 1, કારણ કે સ્ટડ્સના જૂથો વચ્ચે લોડિંગ ફોર્સનો તફાવત નાનો છે અને તેથી, અનલોડિંગ ગુણાંક લગભગ સ્થિર અને મહત્તમ મૂલ્યની બરાબર છે પ્રતિ n બાયપાસ-ઇક્વલાઇઝિંગ ટાઇટનિંગ મોડમાં પ્રથમ બાયપાસ માટે સ્ટડ્સનો અનલોડિંગ ગુણાંક સિંગલ-બાયપાસ ટાઇટનિંગ મોડની જેમ જ નક્કી કરવામાં આવે છે. અનુગામી રાઉન્ડ દરમિયાન, સ્ટડ્સના દરેક જૂથ માટે અનલોડિંગ ગુણાંક પ્રથમ રાઉન્ડના સ્ટડ્સના છેલ્લા જૂથ માટેના અનલોડિંગ ગુણાંકની સમાન લેવામાં આવે છે. જો લોડિંગ ઉપકરણ (હાઇડ્રોલિક જેક) ટોર્ક નિયંત્રણ સાથે નટ્સમાં સ્ક્રૂ કરવા માટેની પદ્ધતિથી સજ્જ છે, તો પછી ખેંચાયેલા સ્ટડ સાથે આ ક્ષણ પ્રયોગમૂલક સૂત્ર દ્વારા નક્કી કરવામાં આવે છે. એમ Kpz = 7.7.10 6 એફડબલ્યુ ડીપૃષ્ઠ , (16) જ્યાં એમ Kpz - ટોર્ક, N m; એફ w - સ્ટડનો ક્રોસ-વિભાગીય વિસ્તાર, m2; ડી p - ફાસ્ટનરનો થ્રેડ વ્યાસ, એમ. આ કિસ્સામાં, સ્ટડ્સ (બોલ્ટ્સ) ના અનલોડિંગ ગુણાંક કે zM = 0.85 ( કે z - 1) + 1. (17) નિષ્કર્ષફ્લેંજ ફાસ્ટનર્સના ક્રમિક કડક બનાવવાની માનવામાં આવતી પદ્ધતિઓનો ઉપયોગ સીલિંગ ગાસ્કેટના સમાન સંકોચનને સુનિશ્ચિત કરે છે, અને પરિણામે, ફ્લેંજ કનેક્શનની વિશ્વસનીયતા અને ચુસ્તતા. ગ્રંથસૂચિ
આ પૃષ્ઠને ઍક્સેસ કરીને, તમે આપમેળે સ્વીકારો છો |
GOST 24856-2014 અનુસાર. પાઇપલાઇન ફિટિંગ. શરતો અને વ્યાખ્યાઓ “એક ફ્લેંજ એ ફિટિંગ તત્વ છે જેનો ઉપયોગ તેને પાઇપલાઇન અથવા તકનીકી સાધનો સાથે જોડવા માટે થાય છે. મોટાભાગના કિસ્સાઓમાં, ફ્લેંજ્સ સીલિંગ સપાટી અને ફાસ્ટનર્સ માટે છિદ્રો સાથે ફ્લેટ રિંગના સ્વરૂપમાં બનાવવામાં આવે છે.
સમાન નિયમનકારી દસ્તાવેજ ફ્લેંજના મુખ્ય પ્રકારો વિશે વાત કરે છે: ફ્લેટ ફ્લેંજ, બટ વેલ્ડ ફ્લેંજ (કોલર), થ્રેડેડ ફ્લેંજ.
ફ્લેંજ ફિટિંગ
ફ્લેંજ્સથી સજ્જ પાઇપ ફિટિંગને ફ્લેંજ્ડ ફિટિંગ કહેવામાં આવે છે, અને પાઇપ જે પાઇપલાઇનને ફ્લેંજ્ડ કનેક્શન પ્રદાન કરે છે તેને ફ્લેંજ્ડ પાઇપ કહેવામાં આવે છે.
એ હકીકત હોવા છતાં કે પાઇપલાઇન ફિટિંગને કનેક્ટ કરવાની દરેક પદ્ધતિમાં સ્થિતિઓનું પોતાનું સૌથી વધુ પ્રાધાન્યક્ષમ સંયોજન હોય છે (ફિટીંગ્સના નજીવા પરિમાણો, સામગ્રી જેમાંથી તે બનાવવામાં આવે છે, ગુણધર્મો કાર્યકારી વાતાવરણવગેરે), "રુચિના ક્ષેત્રો" વિવિધ પ્રકારોજોડાણો ઓવરલેપ થઈ શકે છે. આ કિસ્સામાં, પાઇપલાઇન ફિટિંગના વિવિધ જોડાણો વચ્ચે તકનીકી સ્પર્ધા વિશે વાત કરવાનું કારણ છે. ઉદાહરણ તરીકે, જ્યારે લિક્વિફાઈડ નેચરલ ગેસ (LNG) ના પરિવહન માટે પાઈપલાઈન સિસ્ટમની રચના અને નિર્માણ કરવામાં આવે છે, ત્યારે વેલ્ડેડ ફીટીંગ્સ દ્વારા ફ્લેંજ્ડ ફિટિંગનો સીધો "વિરોધ" કરવામાં આવે છે.
અન્ય કોઈપણની જેમ, ફિટિંગના ફ્લેંજ કનેક્શનમાં, અસંદિગ્ધ ફાયદાઓ સાથે, સૌથી વધુ નથી શક્તિઓ. પરંતુ ફ્લેંજ્ડ ફિટિંગના કિસ્સામાં, તેમની વચ્ચેનું સંતુલન હજી પણ વધુ વખત "પ્લીસસ" ની તરફેણમાં છે, અને તે ફ્લેંજ્ડ કનેક્શન્સ છે જે પાઇપલાઇન સિસ્ટમ ડિઝાઇનર્સ પસંદ કરે છે. પાઈપલાઈન સાથે જોડાવા માટે અન્ય પ્રકારની ફીટીંગ્સમાં ફ્લેંજ્ડ ફીટીંગ્સની ઉચ્ચ વિશિષ્ટ ગુરુત્વાકર્ષણ દ્વારા આ સ્પષ્ટપણે પુષ્ટિ મળે છે.
ફ્લેંજ કનેક્શનની ચુસ્તતા
પાઇપલાઇન ફિટિંગના કોઈપણ કનેક્શન માટે સૌથી મહત્વની આવશ્યકતા એ છે ચુસ્તતા. ફ્લેંજ કનેક્શન્સનું ડિપ્રેસરાઇઝેશન તેમની અંતર્ગત ઉદ્દેશ્ય ખામીઓને કારણે નહીં, પરંતુ સંપૂર્ણ વ્યક્તિલક્ષી પરિબળો ─ અકાળ અથવા અપૂરતી જાળવણીને કારણે થાય છે. ચુસ્તતા ઉચ્ચ સ્તરે જાળવવામાં આવે તેની ખાતરી કરવા માટે, ફ્લેંજ કનેક્શનને સુરક્ષિત કરતા ફાસ્ટનર્સને સમયાંતરે સજ્જડ કરવું જરૂરી છે. અને, અલબત્ત, ફ્લેંજ્સ વચ્ચેના ગાસ્કેટને બદલવાનું ભૂલશો નહીં.
ફ્લેંજ કનેક્શનના ફાયદાઓ તાકાત, વિશ્વસનીયતા, પુનરાવર્તિત ઇન્સ્ટોલેશન અને વિખેરી નાખવાની અને વિશાળ તાપમાન શ્રેણીમાં ઉપયોગની શક્યતા છે. ફ્લેંજ્સ વર્ચ્યુઅલ રીતે ફિટિંગના કોઈપણ વ્યાસને હેન્ડલ કરી શકે છે, જે અગ્રણી સ્થાનિક અને વિદેશી ઉત્પાદકોના અનુભવ દ્વારા ખાતરીપૂર્વક સાબિત થાય છે. ઉદાહરણ તરીકે, સેન્ટ પીટર્સબર્ગની ARmatek કંપની માટે કાઉન્ટર ફ્લેંજ સપ્લાય કરે છે પાઇપલાઇન ફિટિંગ 10 થી 1800 મિલીમીટરના વ્યાસ સાથે.

ફ્લેંજ અને GOST
ફ્લેંજ્સની પ્રભાવશાળી વિવિધતા અરાજકતામાં ફેરવાતી નથી, તેનાથી વિપરીત, તે સંરચિત અને વ્યવસ્થિત છે. ડિઝાઇન, ડિઝાઇન વિકલ્પો, ફ્લેંજ્સના પ્રમાણભૂત કદ, તેમજ તેમના માટે સામાન્ય તકનીકી આવશ્યકતાઓ, તેમના ઉત્પાદન માટે વપરાતી સામગ્રી અને ફાસ્ટનિંગની પદ્ધતિઓ પ્રમાણિત કરવામાં આવી છે.
હાલમાં, રશિયન ફેડરેશનનું રાષ્ટ્રીય ધોરણ “GOST R 54432-2011” અમલમાં છે. PN 1 થી PN 200 સુધીના નજીવા દબાણ માટે ફિટિંગના ફ્લેંજ્સ, કનેક્ટિંગ ભાગો અને પાઇપલાઇન્સ. ડિઝાઇન, પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ. તેની માન્યતા અવધિ મર્યાદિત છે. તે GOST 33259-2015 દ્વારા બદલવા માટે તૈયાર છે. PN 250 સુધીના રેટેડ દબાણ માટે ફિટિંગ, કનેક્ટિંગ પાર્ટ્સ અને પાઇપલાઇન્સના ફ્લેંજ. ડિઝાઇન, પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ. આ 26 મે, 2015 ના રોજના Rosstandart ઓર્ડર નંબર 443-st થી અનુસરે છે, જેમાં 27 માર્ચ, 2015 ના રોજના પ્રોટોકોલનો સંદર્ભ છે. ઇન્ટરસ્ટેટ કાઉન્સિલ ફોર સ્ટાન્ડર્ડાઇઝેશન, મેટ્રોલોજી અને સર્ટિફિકેશનની મીટિંગના નંબર 76-P. નવો GOST 1 એપ્રિલ, 2016 થી સ્વૈચ્છિક ઉપયોગ માટે અમલમાં મૂકવામાં આવશે. આ પછી, આઠ GOST જે પહેલાથી જ પરિચિત છે તે અમલમાં આવવાનું બંધ થઈ જશે:
- GOST 12815-80. 0.1 થી 20.0 MPa (1 થી 200 kgf/cm2 સુધી) Py માટે ફિટિંગ, કનેક્ટિંગ ભાગો અને પાઇપલાઇન્સના ફ્લેંજ. પ્રકારો. સીલિંગ સપાટીઓના પરિમાણો અને પરિમાણોને કનેક્ટ કરવું;
- GOST 12816-80. 0.1 થી 20.0 MPa (1 થી 200 kgf/cm2 સુધી) Py માટે ફિટિંગ, કનેક્ટિંગ ભાગો અને પાઇપલાઇન્સના ફ્લેંજ. સામાન્ય તકનીકી આવશ્યકતાઓ;
- GOST 12817-80. 0.1 થી 1.6 MPa (1 થી 16 kgf/cm2 સુધી) ગ્રે કાસ્ટ આયર્નથી Ru સુધીના ફ્લેંજ્સ. ડિઝાઇન અને પરિમાણો;
- GOST 12818-80. 1.6 થી 4.0 MPa (16 થી 40 kgf/cm2 સુધી) સુધી નમ્ર કાસ્ટ આયર્નથી Ru સુધી ફ્લેંજ્સ નાખવામાં આવે છે. ડિઝાઇન અને પરિમાણો;
- GOST 12819-80. Ru માટે 1.6 થી 20.0 MPa (16 થી 200 kgf/cm2 સુધી) સ્ટીલ ફ્લેંજ્સ કાસ્ટ કરો. ડિઝાઇન અને પરિમાણો;
- GOST 12820-80. 0.1 થી 2.5 MPa (1 થી 25 kgf/cm2 સુધી) P માટે સ્ટીલ ફ્લેટ વેલ્ડેડ ફ્લેંજ. ડિઝાઇન અને પરિમાણો;
- GOST 12821-80. 0.1 થી 20.0 MPa (1 થી 200 kgf/cm2 સુધી) સુધી P પર વેલ્ડિંગ કરાયેલ સ્ટીલ ફ્લેંજ બટ. ડિઝાઇન અને પરિમાણો;
- GOST 12822-80. 0.1 થી 2.5 MPa (1 થી 25 kgf/cm2 સુધી) Ru માટે વેલ્ડેડ રિંગ પર છૂટક સ્ટીલ ફ્લેંજ. ડિઝાઇન અને પરિમાણો.
ફ્લેંજ પ્રકારો

GOST 33259-2015 છ પ્રકારના ફ્લેંજ્સને ઓળખે છે. પ્રથમ ચારના નામ "ફ્લેટ સ્ટીલ ફ્લેંજ" શબ્દોથી સમાન ─ શરૂ થાય છે. આ પ્રકાર 01 ─ સ્ટીલ ફ્લેટ ફ્લેંજ વેલ્ડેડ, ટાઇપ 02 ─ સ્ટીલ ફ્લેટ ફ્લેંજ વેલ્ડેડ રિંગ પર, ટાઇપ 03 ─ સ્ટીલ ફ્લેટ ફ્લેંજ ફ્લેંજ પર ફ્રી, ટાઇપ 04 ─ સ્ટીલ ફ્લેટ ફ્લેંજ વેલ્ડિંગ ક્લેમ્પ પર ફ્રી. બાકીના ─ પ્રકાર 11 ─ સ્ટીલ બટ વેલ્ડ ફ્લેંજ અને પ્રકાર 21 ─ વાલ્વ બોડી ફ્લેંજ છે, એટલે કે જ્યારે ફ્લેંજ વાલ્વ બોડીનો ભાગ છે. વાલ્વ બોડીના ફ્લેંજ્સ કાસ્ટ સ્ટીલ અથવા કાસ્ટ આયર્ન - ગ્રે અથવા ડ્યુક્ટાઇલ હોઈ શકે છે.
ફ્લેટ વેલ્ડેડ સ્ટીલ ફ્લેંજ્સને પાઇપ પર "સ્ટ્રંગ" કરવામાં આવે છે અને તેને સીધા જ વેલ્ડ કરવામાં આવે છે.
ફ્રી ફ્લેંજ્સની વિશિષ્ટતા એ છે કે તેમના આંતરિક છિદ્રનો વ્યાસ કરતાં મોટો છે બહારનો વ્યાસપાઈપો, અને તે સરળતાથી પાઇપ પર ફેરવી શકાય છે, જે ઇન્સ્ટોલેશનને મોટા પ્રમાણમાં સુવિધા આપે છે.
વેલ્ડેડ રિંગ પર સ્ટીલ ફ્લેટ ફ્લેંજ ફ્રી, ફ્લેંજ ઉપરાંત, નજીવા વ્યાસની દ્રષ્ટિએ ફ્લેંજ સાથે મેળ ખાતી રિંગનો સમાવેશ થાય છે. વેલ્ડીંગ દ્વારા, માત્ર રીંગ નિશ્ચિત કરવામાં આવે છે, જ્યારે ફ્લેંજ પોતે મુક્ત રહે છે. અસુવિધાજનક અથવા મુશ્કેલ-થી-પહોંચના સ્થળોએ ફ્લેંજ કનેક્શન્સ ઇન્સ્ટોલ કરતી વખતે, તેમજ જ્યારે તેને વારંવાર તોડી નાખવાની અને સમારકામ કરવાની જરૂર હોય ત્યારે આ ઉપયોગી છે.
ફ્લેંજ પર સ્ટીલ ફ્લેટ ફ્લેંજનો ઉપયોગ કરવા માટે, પાઇપના અંતની તૈયારી જરૂરી છે. તે સપાટ થ્રસ્ટ સપાટી બનાવવા માટે સુધારેલ છે. નોન-ફેરસ ધાતુઓથી બનેલી પાઇપલાઇન્સ માટે આવા ફ્લેંજ શ્રેષ્ઠ છે.
વેલ્ડીંગ ક્લેમ્પ પર સ્ટીલ ફ્લેટ ફ્લેંજ્સ ફ્રી ઇન્સ્ટોલ કરતી વખતે, બંધ રિંગને બદલે ક્લેમ્પનો ઉપયોગ કરવામાં આવે છે.
સ્ટીલ બટ વેલ્ડ ફ્લેંજ એક વેલ્ડ સાથે જોડાયેલ છે, જે પાઇપના બટ એન્ડને અને ફ્લેંજના "કોલર" ને જોડે છે (તેથી જ આવા ફ્લેંજ્સને કોલર ફ્લેંજ કહેવામાં આવે છે). કોલર ફ્લેંજનો આંતરિક વ્યાસ પાઇપના વ્યાસ જેટલો છે.
GOST 33259-2015 અનુસાર, 01, 02, 11 અને 21 પ્રકારો માટે કદની બે શ્રેણીઓ છે. પંક્તિ 1 પસંદ કરવામાં આવે છે.
સીલિંગ સપાટી ડિઝાઇન
કોઈપણ ફ્લેંજનું સૌથી મહત્વપૂર્ણ ડિઝાઇન પરિમાણ એ સીલિંગ સપાટીની ડિઝાઇન છે. GOST 33259-2015 અનુસાર, જે 1 એપ્રિલ, 2016 ના રોજ અમલમાં આવે છે, દસ ડિઝાઇન તેમના પરિમાણોના વિગતવાર સંકેત સાથે અપનાવવામાં આવી છે:
- સંસ્કરણ A ─ ફ્લેટ;
- સંસ્કરણ B ─ કનેક્ટિંગ પ્રોટ્રુઝન (આ પછીના સંસ્કરણ 1 ને અનુરૂપ છે ─ GOST 12815-80 અનુસાર);
- સંસ્કરણ C, L ─ ટેનન (સંસ્કરણ 4 અને 8 ને અનુરૂપ છે);
- સંસ્કરણ D, M ─ ગ્રુવ (સંસ્કરણ 5 અને 9 ને અનુરૂપ છે);
- સંસ્કરણ E ─ પ્રોટ્રુઝન (સંસ્કરણ 2 ને અનુરૂપ છે);
- સંસ્કરણ F ─ પોલાણ (સંસ્કરણ 3 ને અનુરૂપ છે);
- અંડાકાર ગાસ્કેટ માટે સંસ્કરણ J ─ (સંસ્કરણ 7 ને અનુરૂપ છે);
- લેન્સ ગાસ્કેટ માટે સંસ્કરણ K ─ (સંસ્કરણ 6 અને 8 ને અનુરૂપ છે).
સંસ્કરણ C, L અને Eનો ઉપયોગ ફક્ત ગ્રાહકની વિનંતી પર જ થઈ શકે છે.
તમામ ફ્લેંજ આકારોમાંથી...
...ગોળ શ્રેષ્ઠ છે. અન્ય આકારોની ફ્લેંજ ઘણી ઓછી સામાન્ય છે.
જોકે ધોરણો માપ શ્રેણી 2 ના ફ્લેંજને બાદ કરતાં તમામ ડિઝાઇનના ચોરસ ફ્લેંજ્સના ઉત્પાદનની મંજૂરી આપે છે, જેમાં PN 40 કરતાં વધુ નજીવા દબાણ માટે સ્ટડ્સ (બોલ્ટ્સ) માટે ચાર છિદ્રો હોય છે.
માર્ગ દ્વારા, ફાસ્ટનર્સ માટે ફ્લેંજ છિદ્રોમાં થ્રેડિંગની મંજૂરી છે.
ફ્લેંજ્સના ઉત્પાદન માટે સામગ્રી અને તકનીક
સ્ટીલ અને કાસ્ટ આયર્ન ફ્લેંજ્સના ઉત્પાદન માટે નીચેનાનો ઉપયોગ થાય છે:
- સ્ટીલ ─ કાર્બન, લો-એલોય, ગરમી-પ્રતિરોધક, કાટ-પ્રતિરોધક;
- કાસ્ટિંગ ─ એલોય્ડ, હાઇ-એલોય્ડ અને અલોય્ડ સ્ટીલમાંથી;
- ગ્રે કાસ્ટ આયર્ન ─ SCh 15, SCh 20;
- નમ્ર કાસ્ટ આયર્ન ─ CN 30-6;
- ઉચ્ચ-શક્તિવાળા કાસ્ટ આયર્ન ─ HF 40, HF 45.
ફ્લેંજ્સની ઉત્પાદન તકનીકે તેમના ભૌમિતિક પરિમાણો અને યાંત્રિક ગુણધર્મો સાથે કડક પાલનની ખાતરી કરવી આવશ્યક છે.
01, 02, 03, 04 પ્રકારના ફ્લેંજ શીટ મેટલમાંથી બનાવી શકાય છે. પૂરી પાડવામાં આવેલ છે કે વેલ્ડ સમગ્ર ક્રોસ-સેક્શન પર સંપૂર્ણ ઘૂંસપેંઠ સાથે બનાવવામાં આવે છે, આ પ્રકારના ફ્લેંજ્સને વેલ્ડિંગ કરી શકાય છે. ટાઇપ 11 ફ્લેંજ્સ (બટ-વેલ્ડેડ સ્ટીલ) ને રોલ્ડ શીટ્સમાંથી બનાવવાની મંજૂરી નથી. તેઓ ફોર્જિંગ અથવા સ્ટેમ્પ્ડ બ્લેન્ક્સમાંથી બનાવવામાં આવે છે.
હોટ મેટલ ફોર્મિંગ દ્વારા બનાવેલ ફ્લેંજ્સ - ફોર્જિંગ, રોલિંગ, સ્ટેમ્પિંગ - શક્ય તેટલી સંપૂર્ણ હદ સુધી આધુનિક ઓપરેટિંગ આવશ્યકતાઓને પૂર્ણ કરે છે. હોટ સ્ટેમ્પિંગ અને અનુગામી હીટ ટ્રીટમેન્ટનો ઉપયોગ કરીને ફ્લેંજ્સનું ઉત્પાદન કરીને ખાસ કરીને સારા પરિણામો પ્રાપ્ત થાય છે. હોટ-સ્ટેમ્પ્ડ ફોર્જિંગ હાલમાં પાઇપલાઇન વાલ્વ ફ્લેંજ માટે મુખ્ય પ્રકારના બ્લેન્ક્સ છે. આ તકનીક ખાસ કરીને સ્ટીલ બટ-વેલ્ડેડ ફ્લેંજ્સના ઉત્પાદનમાં સંબંધિત છે.
વિરૂપતા માટે ઓછી સંવેદનશીલ હોવાને કારણે, કાસ્ટ આયર્ન ફ્લેંજ્સ તેમનો આકાર સ્ટીલ ફ્લેંજ કરતાં વધુ સારી રીતે જાળવી રાખે છે, પરંતુ તેમની સંબંધિત નાજુકતાને જોતાં વધુ સાવચેતીપૂર્વક હેન્ડલિંગની જરૂર છે. આમ, કાસ્ટ આયર્ન ફીટીંગ્સના ફ્લેંજ કનેક્શનને કડક કરવાનું સાવચેતીપૂર્વક કરવું જોઈએ જેથી વધુ પડતી ઉત્સાહ ફ્લેંજમાં વિરામ તરફ દોરી ન જાય.
ફાસ્ટનર્સ
ફ્લેંજ કનેક્શન્સમાં ફાસ્ટનર્સની ભૂમિકાને ઓછો અંદાજ કરી શકાતી નથી. બોલ્ટ અથવા સ્ટડને યાંત્રિક ભારનો "ફટકો સહન કરવો" પડે છે જે જોડાણ તોડી નાખે છે. ફાસ્ટનર્સ (બોલ્ટ્સ, સ્ટડ્સ, નટ્સ) સામાન્ય રીતે સમાન અથવા સમાન સામગ્રીના ગુણધર્મોથી બનેલા હોય છે જેમ કે ફ્લેંજ્સ પોતે. રેખીય વિસ્તરણ ગુણાંકમાં નોંધપાત્ર તફાવતોને ટાળીને, તાપમાનના ફેરફારો માટે ફ્લેંજ અને ફાસ્ટનર્સના પ્રતિભાવમાં સુમેળ સુનિશ્ચિત કરવું શક્ય છે, જે ઓપરેશન દરમિયાન મહત્વપૂર્ણ છે.
પાઇપલાઇન ફિટિંગના ફ્લેંજ્સમાં ફાસ્ટનર્સ માટેના છિદ્રો ઊભી અને આડી મુખ્ય અક્ષો બંનેના સંદર્ભમાં સમપ્રમાણરીતે સ્થિત હોવા જોઈએ. પરંતુ પોતાના પર નહીં.
પસંદગી પર વિતાવેલા સમયને બચાવવા અને જરૂરી ફાસ્ટનર્સની ડિલિવરીની કિંમત ઘટાડવા માટે, તેને એક કંપનીમાંથી ફ્લેંજ્સ સાથે પૂર્ણ કરવાનો ઓર્ડર આપવો અનુકૂળ છે. આ તેમની સંપૂર્ણ સુસંગતતાની બાંયધરી તરીકે પણ સેવા આપશે. આ તક ARMATEK નો સંપર્ક કરનારા ગ્રાહકો માટે ઉપલબ્ધ છે. તે વિવિધ સામગ્રીથી બનેલા વેફર ગાસ્કેટ સાથે ફ્લેંજ્સને સજ્જ કરવામાં પણ મદદ કરશે. છેવટે, ફ્લેંજ કનેક્શનની ચુસ્તતા મોટે ભાગે તેમના ગુણધર્મો અને ગુણો પર આધારિત છે.
ફ્લેંજ ગાસ્કેટ
ગાસ્કેટની સામગ્રી કાર્યકારી અને પર્યાવરણીય પરિસ્થિતિઓના પરિમાણો (દબાણ, રચના, તાપમાન) ને ધ્યાનમાં લેતા, તેના ઓપરેશનની શરતોને અનુરૂપ હોવી જોઈએ.
ફ્લેંજ કનેક્ટર્સની જંગમ અથવા નિશ્ચિત સીલિંગ પ્રદાન કરે છે વિવિધ સામગ્રી: રબર, પેરોનાઈટ, ફ્યુઝીબલ સીલંટ, વગેરે. ફ્લેટ ફ્લેંજ્સને સોફ્ટ પેડિંગ સાથે સોફ્ટ મેટલ અથવા કોરુગેટેડ ગાસ્કેટનો ઉપયોગ કરીને સીલ કરવામાં આવે છે.
ફ્લેંજ વર્ઝન A, B, C, D, E અને F માટે, ગાસ્કેટની વિશાળ શ્રેણીનો ઉપયોગ કરવાની મંજૂરી છે: મેટલ (ગિયર સહિત), મેટલ-ગ્રેફાઇટ થર્મલી એક્સપાન્ડિંગ ગ્રેફાઇટ (TEG), સર્પાકાર-ઘા (SNP) , સ્થિતિસ્થાપક (તેઓ ખાસ કરીને કાસ્ટ આયર્ન ફ્લેંજ્સની માંગમાં છે). જો આપણે જોખમ વર્ગ 1, 2 અથવા 3 અથવા અગ્નિ અને વિસ્ફોટક પદાર્થોના જોખમી પદાર્થો વિશે વાત કરી રહ્યા છીએ, તો સીલિંગ સપાટીઓ A અને B સાથે ફ્લેંજ્સ માટે, સ્થિતિસ્થાપક ગૌણ સીલવાળા વેવ ગાસ્કેટ ટીઆરજીનો ઉપયોગ કરવો જોઈએ, અને ગાસ્કેટ એસએનપી બે સાથે સજ્જ હોવા જોઈએ. પ્રતિબંધિત રિંગ્સ.
સીલિંગ સપાટીઓ સાથેના ફ્લેંજ્સ, વર્ઝન K અને J, લેન્સ ગાસ્કેટ તેમજ અંડાકાર અને અષ્ટકોણ ગાસ્કેટ સાથે વપરાય છે. અને ફ્લોરોપ્લાસ્ટિક-4 પર આધારિત ગાસ્કેટ સાથે સંસ્કરણ L અને M ─ ની સીલિંગ સપાટીઓ સાથે ફ્લેંજ્સ.
પાઇપલાઇન ફિટિંગના ફ્લેંજ કનેક્શનનું એક મહત્વપૂર્ણ પરિમાણ એ ગાસ્કેટનું કમ્પ્રેશન બળ છે, જેનું મૂલ્ય સેંકડો kN માં માપવામાં આવે છે.
ગાસ્કેટના પરિમાણોએ ફ્લેંજ કનેક્શનની એસેમ્બલીને સુનિશ્ચિત કરવી જોઈએ, ફ્લેંજ્સની સીલિંગ સપાટીઓના સંસ્કરણોના પરિમાણોને ધ્યાનમાં લેતા, અને ડિઝાઇનમાં એસેમ્બલી દરમિયાન ગાસ્કેટનું કેન્દ્રીકરણ સુનિશ્ચિત કરવું જોઈએ, એક્સટ્રુઝનની સંભાવનાને અટકાવવી. ગાસ્કેટનું વધુ સારું ફિક્સેશન ફ્લેંજ સ્ટ્રક્ચરના વ્યક્તિગત ઘટકો દ્વારા પ્રદાન કરી શકાય છે. ઉદાહરણ તરીકે, ગાસ્કેટ માટેનો ખાંચો અને સમાગમના ફ્લેંજમાં ટેનોન એક પ્રકારનું તાળું બનાવે છે જે ગાસ્કેટને સુરક્ષિત કરે છે અને ત્યાંથી જોડાણની વિશ્વસનીયતા વધે છે.
ફ્લેંજ હોદ્દો
સગવડ અને સરખામણીની શક્યતા માટે, "જૂના" અને "નવા" માર્કિંગ ક્રમનો સારાંશ નાના કોષ્ટકમાં આપવામાં આવ્યો છે.
|
સ્ટીલ ફ્લેટ વેલ્ડેડ ફ્લેંજ્સ |
ફ્લેંજ X1-X2-X3-X4 GOST 12820-80, જ્યાં: X2 ─ નજીવા વ્યાસ; X3 ─ નજીવા દબાણ; X4 ─ સામગ્રીનો ગ્રેડ. |
ફ્લેંજ X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ નજીવો વ્યાસ X2 ─ નજીવા દબાણ X3 ─ ફ્લેંજ પ્રકાર નંબર X6 ─ સામગ્રીનો ગ્રેડ X7─ નિયંત્રણ જૂથ |
|
બટ્ટ વેલ્ડેડ સ્ટીલ ફ્લેંજ્સ |
ફ્લેંજ X1-X2-X3-X4 GOST 12821-80 GOST 1285-80 અનુસાર X1 ─ સીલિંગ સપાટીની ડિઝાઇન X2 ─ નજીવો વ્યાસ X3 ─ નજીવા દબાણ X4 ─ સામગ્રીનો ગ્રેડ |
|
|
વેલ્ડેડ રિંગ પર ફ્લેટ સ્ટીલ ફ્લેંજ્સ ફ્રી |
ફ્લેંજ X1-X2-X3 GOST 12822-80 X1 ─ નજીવો વ્યાસ X2 ─ નજીવા દબાણ X3 ─ સામગ્રીનો ગ્રેડ રીંગ X1-X2-X3-X4 GOST 12822-80 GOST 1285-80 અનુસાર X1 ─ સીલિંગ સપાટીની ડિઝાઇન X2 ─ નજીવો વ્યાસ X3 ─ નજીવા દબાણ X4 ─ સામગ્રીનો ગ્રેડ |
ફ્લેંજ X1-X2-X3-X4-X5-X6 GOST 33259 X1 ─ નજીવો વ્યાસ X2 ─ નજીવા દબાણ X3 ─ ફ્લેંજ પ્રકાર નંબર X4 ─ કદ શ્રેણી નંબર (1 અથવા 2) સામગ્રીનો X5 ─ ગ્રેડ X6 ─ નિયંત્રણ જૂથ રીંગ X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ નજીવો વ્યાસ X2 ─ નજીવા દબાણ X3 ─ ફ્લેંજ પ્રકાર નંબર X4 ─ કદ શ્રેણી નંબર (1 અથવા 2) X5 ─ સીલિંગ સપાટી ડિઝાઇન X6 ─ સામગ્રીનો ગ્રેડ X7─ નિયંત્રણ જૂથ |
ફેરફારોની સરખામણી કેટલાક ચોક્કસ ઉદાહરણોનો ઉપયોગ કરીને કરી શકાય છે.
|
GOST 12820-80-GOST 12822-80 અનુસાર હોદ્દો |
GOST 33259-2015 અનુસાર હોદ્દો |
|
ફ્લેંજ 1-50-10 St 25 GOST 12820-80 |
ફ્લેંજ 50-10-01-1-V-St 25-III GOST 33259 |
|
ફ્લેંજ 9-50-10F St 25 GOST 12821-80 |
ફ્લેંજ 50-10-01-1-M-St 25-IV GOST 33259 |
|
ફ્લેંજ 3-50-100 St 25 GOST 12821-80 |
ફ્લેંજ 50-100-11-1-F-St 25-IV GOST 33259 |
|
ફ્લેંજ 5-50-100 St 25 GOST 12821-80 |
ફ્લેંજ 50-100-11-1-D-St 25-IV GOST 33259 |
|
ફ્લેંજ 50-10 St 25 GOST 12822-80 રિંગ 5-50-10F GOST 12822-80 |
ફ્લેંજ 50-10-02-1-St 25-IV GOST 33259 રિંગ 50-10-02-1-L-St 25-IV GOST 33259 |
પાઈપલાઈન અને ફ્લેંજ્સને કનેક્ટ કરવા માટે અન્ય પ્રકારની ફિટિંગમાં ફ્લેંજ ફિટિંગ એક મહત્વપૂર્ણ સ્થાન ધરાવે છે. વિવિધ પ્રકારોઅને કદ એ વિશાળ સંખ્યામાં તકનીકી સિસ્ટમોનું અત્યંત સામાન્ય તત્વ છે, જે પાઇપલાઇન ફિટિંગ ઇન્સ્ટોલ કરવાની સૌથી સામાન્ય પદ્ધતિઓમાંની એક છે.







