Fllanxha të montuara,
PJESË LIDHJE
DHE TUBACIONET NË VLERËSIM
PRESIONI NGAPN 1 TE PN 200
Dizajni, dimensionet
dhe kërkesat e përgjithshme teknike
ISO 7005-1:1992
Fllanxha metalike - Pjesa 1: Fllanxha çeliku
(NEQ)
ISO 7005-2:1988
Fllanxha metalike - Pjesa 2: Fllanxha prej gize
(NEQ)
|
Moska Standardinform 2012 |
Parathënie
Qëllimet dhe parimet e standardizimit në Federata Ruse themeluar me Ligjin Federal Nr. 184-FZ të 27 dhjetorit 2002 "Për rregullimin teknik" dhe rregullat për zbatimin e standardeve kombëtare të Federatës Ruse - GOST R 1.0-2004 "Standardizimi në Federatën Ruse. dispozitat themelore"
Informacion standard
1 ZHVILLUAR nga Shoqëria Aksionare e Mbyllur "Shoqëria e Kërkimit dhe Prodhimit "Byroja Qendrore e Projektimit të Inxhinierisë së Valve" (CJSC "NPF "TsKBA")
2 PARAQITUR nga Komiteti Teknik për Standardizim TC 259 “Pajisjet e tubave dhe shakullat”
3 MIRATUAR DHE HYRË NË FUQI me Urdhrin e Agjencisë Federale për Rregullimin Teknik dhe Metrologjinë, datë 28 shtator 2011 Nr. 374-st
4 Ky standard merr parasysh dispozitat kryesore rregullatore të standardeve ndërkombëtare të mëposhtme:
ISO 7005-1:1992 “Fllanxha metalike. Pjesa 1. Fllanxha çeliku" (ISO 7005-1:1992 "Flanxha metalike - Pjesa 1: Fllanxha çeliku", NEQ);
ISO 7005-2:1988 “Fllanxha metalike. Pjesa 2. Fllanxha prej gize" ( ISO 7005-2:1988 "Flanxha metalike"- Pjesa 2: Fllanxha prej gize", NEQ)
5 PARAQET PËR HERË TË PARË
Informacion rreth ndryshimet te prezente standarde botuar V çdo vit botuar informative indeks “Kombëtare standardet", A teksti ndryshimet Dhe amendamentet - V mujore botuar informacion shenjat “Kombëtare standardet". NË rast rishikim (zëvendësimet) ose anulimet prezente standarde të përshtatshme njoftim do botuar V mujore botuar informative indeks “Kombëtare standardet". Përkatëse informacion, njoftim Dhe tekste janë vendosur Gjithashtu V informative sistemi të përgjithshme përdorni - në zyrtare faqe interneti Federale agjencive Nga teknike rregullore Dhe metrologjia V rrjetet Internet
GOST R 54432-2011
STANDARD KOMBËTAR I FEDERATES RUSE
FLANGAT E PASURIVE, PJESË LIDHJES
DHE TUBACIONET PËR PRISJEN E VENDOSUR NGAPN 1 TE PN 200
Dizajni, dimensionet dhe kërkesat e përgjithshme teknike
Fllanxha për valvola, pajisje dhe tubacione për presionin nominal nga PN 1 deri në PN 200.
Dizajn,dimensionet dhe kërkesat e përgjithshme teknike
Data e prezantimit - 2012-04-01
1 zonë përdorimi
Ky standard zbatohet për fllanxhat lidhëse të pajisjeve të tubacionit, pjesët lidhëse dhe tubacionet, si dhe fllanxhat lidhëse të makinave, instrumenteve, tubave, aparateve dhe rezervuarëve me presion nominal ngaPN 1 deri në PN200 dhe përcakton projektimin dhe dimensionet e fllanxhave prej çeliku dhe gize, përcakton llojet e fllanxhave, llojet e formave të sipërfaqeve të izolimit, vendos kërkesat teknike për prodhimin, shënjimin, testimin dhe inspektimin. Ky standard gjithashtu ofron rekomandime për zgjedhjen e materialit për fllanxhat dhe lidhësit.
Për fllanxhat për objekte të tjera, parametrat dhe kushtet e përdorimit, zbatohen GOST 1536, GOST 4433, GOST 9399, GOST 25660, GOST 28759.1 - GOST 28759.5
Standardi mund të përdoret për të demonstruar pajtueshmërinë.
2 Referencat normative
Ky standard përdor referenca normative për standardet e mëposhtme:
GOST R 52376-2005 Guarnicione me mbështjellje spirale rezistente ndaj nxehtësisë. Llojet. Dimensionet kryesore
GOST R 52720-2007 Pajisjet e tubacionit. Termat dhe Përkufizimet
GOST R 53561-2009 Pajisjet e tubacionit. Guarnicione lentesh ovale, tetëkëndore, çeliku për fllanxhat e valvulave. Dizajni, dimensionet dhe kërkesat e përgjithshme teknike
GOST R 52857.4-2007 Enët dhe aparatet. Normat dhe metodat e llogaritjes së forcës. Llogaritja e forcës dhe ngushtësi lidhjet me fllanxha
GOST 2.301-68 një sistem dokumentacionin e projektimit. Formatet
GOST 9.014-78 Sistemi i unifikuar i mbrojtjes kundër korrozionit dhe plakjes. Mbrojtje e përkohshme kundër korrozionit të produkteve. Kërkesat e përgjithshme
GOST 356-80 Pajisjet dhe pjesët e tubacionit. Presionet nominale, testuese dhe pune. Rreshtat
GOST 977-88 Derdhje çeliku. Kushtet e përgjithshme teknike
GOST 1050-88 Produkte me mbështjellje të gjatë, të kalibruar, me përfundim të veçantë të sipërfaqes, të bëra prej çeliku strukturor me karbon të cilësisë së lartë. Kushtet e përgjithshme teknike
GOST 1215-79 Derdhje hekuri të lakueshme. Kushtet e përgjithshme teknike
GOST 1412-85 Gize me grafit flake për derdhje. Pullat
GOST 1536-76 Fllanxha për tubacionet e anijeve. Dimensionet lidhëse dhe sipërfaqet e vulosjes
GOST 1577-93 Fletë të trasha të mbështjellë dhe fletë të gjera prej çeliku strukturor me cilësi të lartë. Specifikimet
GOST 2590-2006 Produkte çeliku të rrumbullakëta me mbështjellje të nxehtë. Asortiment
GOST 2591-2006 Produkte prej çeliku katror të mbështjellë të nxehtë. Asortiment
GOST 4433-76 Fllanxha për pajisje, pjesë lidhëse dhe tubacione për anije. Llojet
GOST 4543-71 Çelik strukturor me aliazh të mbështjellë. Specifikimet
GOST 5520-79 Fletë të petëzuara prej karboni, çeliku me aliazh të ulët dhe aliazh për kaldaja dhe enë nën presion. Specifikimet
GOST 5632-72 Çelikë me aliazh të lartë dhe lidhje rezistente ndaj korrozionit, rezistent ndaj nxehtësisë dhe rezistente ndaj nxehtësisë. Pullat
GOST 5773-90 Botime të librave dhe revistave. Formatet
GOST 6032-2003 Çeliqet dhe lidhjet rezistente ndaj korrozionit. Metodat e provës për rezistencën ndaj korrozionit ndërgranular
GOST 7293-85 Gize nodular për derdhjet. Pullat
GOST 7350-77 Fletë çeliku e trashë rezistente ndaj korrozionit, rezistent ndaj nxehtësisë dhe rezistente ndaj nxehtësisë. Specifikimet
GOST 7505-89 Falsifikime çeliku të stampuara. Tolerancat, lejimet dhe lejimet e falsifikimit
GOST 8479-70 Formëzimi i bërë nga karboni strukturor dhe çeliku i aliazhuar. Kushtet e përgjithshme teknike
GOST 9399-81 Fllanxha çeliku të filetuara për R në 20 - 100 MPa (200 - 1000 kgf/cm2). Specifikimet
GOST 9454-78 Metalet. Metoda e provës së përkuljes me ndikim në temperatura të ulëta, të dhomës dhe të ngritura
GOST 14140-81 Standardet bazë të këmbyeshmërisë. Tolerancat për vendndodhjen e boshteve të vrimave për lidhësit
GOST 14192-96 Shënimi i ngarkesave
GOST 14637-89 (ISO 4995-78) Fletë të trasha të petëzuara prej çeliku të karbonit të cilësisë së zakonshme. Specifikimet
GOST 14792-80 Pjesë dhe pjesë pune të prera nga prerja e oksigjenit dhe harkut plazmatik. Saktësia, cilësia e sipërfaqes së prerë
GOST 15180-86 Guarnicione elastike të sheshta. Parametrat dhe dimensionet kryesore
GOST 19281-89 (ISO 4950-2-81, ISO 4950-3-81, ISO 4951-79, ISO 4995-78, ISO 4996-78, ISO 5952-83) Produkte të petëzuara nga çeliku me rezistencë të lartë. Kushtet e përgjithshme teknike
GOST 20072-74 Çeliku rezistent ndaj nxehtësisë. Specifikimet
GOST 20700-75 Bulona, gozhda, dado dhe rondele për lidhjet me fllanxha dhe spirancë, priza dhe kapëse me temperatura mesatare nga 0 deri në 650 °C. Specifikimet
GOST 22727-88 Fletë të mbështjellë. Metodat e testimit me ultratinguj
GOST 23304-78 Bulona, gozhda, dado dhe rondele për lidhjet me fllanxha të termocentraleve bërthamore. Kërkesa teknike. Pranimi. Metodat e testimit. Etiketimi, paketimi, transporti dhe ruajtja
GOST 24507-80 Testim jo destruktiv. Falsifikime nga metalet me ngjyra dhe me ngjyra. Metodat e zbulimit të defekteve me ultratinguj
GOST 25054-81 Formëzimi i bërë prej çeliku dhe lidhjeve rezistente ndaj korrozionit. Kushtet e përgjithshme teknike
GOST 25660-83 Fllanxha izoluese për tubacionet nënujore të ndezura R y 10,0 MPa (» 100 kgf/cm 2). Dizajn
GOST 26349-84 Lidhjet dhe pajisjet e tubacionit. Presionet nominale. Rreshtat
GOST 26645-85 Derdhjet nga metalet dhe lidhjet. Tolerancat dimensionale, masa dhe përpunimi
GOST 28338-89 (ISO 6708-80) Lidhjet dhe pajisjet e tubacionit. Diametrat nominalë. Rreshtat
GOST 28759.1-90 - GOST 28759.5-90 Fllanxhat e enëve dhe aparateve
GOST 30893.1-2002 (ISO 2768-1-89) Standardet bazë të këmbyeshmërisë. Tolerancat e përgjithshme. Kufizoni devijimet e dimensioneve lineare dhe këndore me toleranca të paspecifikuara
shënim - Kur përdorni këtë standard, këshillohet të kontrolloni vlefshmërinë e standardeve të referencës në sistemi i informacionit për përdorim të përgjithshëm - në faqen zyrtare të Agjencisë Federale për Rregullimin Teknik dhe Metrologjinë në internet ose sipas indeksit të informacionit të publikuar çdo vit "Standardet Kombëtare", i cili u botua që nga 1 janari i vitit aktual, dhe sipas korrespondencës Indeksi mujor i informacionit i publikuar këtë vit. Nëse standardi i referencës zëvendësohet (ndryshohet), atëherë kur përdorni këtë standard duhet të udhëhiqeni nga standardi zëvendësues (i ndryshuar). Nëse standardi i referencës zëvendësohet (anulohet), atëherë kur përdorni këtë standard duhet të udhëhiqeni nga standardi zëvendësues (i ndryshuar).
3 Termat, përkufizimet dhe shkurtesat
3.1 Termat e mëposhtëm me përkufizimet përkatëse përdoren në këtë standard.
3.1.1 pajisje (pajisje) tubacioni: Sipas GOST R 52720.
3.1.2 E mërkurë: Sipas GOST R 52720.
3.1.3 presioni nominal PN: Sipas GOST 26349 dhe GOST R 52720.
3.1.4 diametri nominal DN: Sipas GOST 28338 dhe GOST R 52720.
3.1.5 ngushtësi: Sipas GOST R 52720.
3.1.6 vulë: Sipas GOST R 52720.
3.2 Shkurtesat dhe simbolet e mëposhtme përdoren në këtë standard:
ND - dokument normativ;
KD - dokumentacioni i projektimit;
Parangarkimi (shtrëngimi) të nevojshme për të siguruar ngushtësi lidhje fllanxha mbyllëse në kushte pune.
Për mbylljen e komponentëve të tubacionit shtypje e lartë, i përdorur kryesisht , prodhuar sipas .
Përdorimi i gjerë i grilave me këto lidhëse kontribuoi në sa vijon: thjeshtësia dhe fabrikueshmëria në prodhim; metoda të besueshme të llogaritjes dhe projektimit; traditat afatgjata të projektimit dhe prodhimit të SVD. Disavantazhet e këtyre valvulave janë intensiteti i lartë i punës së pjesëve të mureve që lidhet me kohëzgjatjen e vidhosjes së pjesëve të filetuara të lidhura, si dhe vështirësia e mekanizimit dhe automatizimit të procesit të montimit dhe çmontimit të valvulës për shkak të numer i madh shiritat e flokëve Dëshira për të reduktuar intensitetin e punës së procesit të ndarjes dhe mekanizimit të tij ka çuar në krijimin e një larmie të gjerë modelesh të pajisjeve speciale për parangarkimin (shtrëngimin) e stufave ose bulonave dhe dadove.
Shtrëngimi i lidhësve duke aplikuar çift rrotullues
Përparësitë kryesore të metodës së shtrëngimit të çift rrotullues janë shkathtësia, thjeshtësia dhe performanca e lartë. Disavantazhet - efikasitet mjaft i ulët (vetëm 10% e totalit të shpenzuar për shtrëngim lidhje me fileto Puna llogarit krijimin e forcës boshtore) dhe shfaqjen e sforcimeve përdredhëse në kurvar gjatë shtrëngimit, të cilat zvogëlojnë .
Kur shtrëngoni lidhjen, çift rrotullues M kr e aplikuar në arrë shpenzohet për të kapërcyer fërkimin e skajit të dados kundër një sipërfaqeje të palëvizshme mbështetëse dhe fërkimi i sipërfaqeve kontaktuese të fillit të dados dhe kunjit:
M cr = M t + M p, (1)
Ku M t është momenti i fërkimit të skajit të dados në sipërfaqen mbështetëse të palëvizshme të pjesëve që lidhen; M p - çift rrotullues në fije;
M t = f T P 3 R T, (2)
Ku f T është koeficienti i fërkimit në fund të dados; P 3 - forca shtrënguese; R T - rrezja e fërkimit të kushtëzuar të arrës;
R T = (1/3)(D G 3 - d shb 3) / (D G 2 - d shb 2), (3)
ku DT është diametri i sipërfaqes së jashtme mbështetëse të dados; d shb - diametri i brendshëm . Çift rrotullues në fije
M p = P 3 (P/ 2π + f fq d 2 / 2), (4)
Ku R- hapi i fillit; f p është koeficienti i fërkimit në fije; d 2 - diametri mesatar i fillit. Për lidhjet me fileto kur sipërfaqet kontaktuese janë lubrifikuar me vaj industrial dhe nuk ka veshje elektrolitike mbi to f T = 0.12, f p = 0,20.
Shtrëngimi i lidhësve duke aplikuar forca boshtore në boshtin e një rrufe në qiell ose kurvar
Metoda e shtrëngimit të lidhjeve me fileto duke aplikuar forca boshtore në shufrën e kunjit është e lirë nga disavantazhet e metodës së konsideruar. Metoda konsiston në shtrirjen e shufrës së kunjit me një pajisje të posaçme (fole hidraulike), e ndjekur nga vidhosja e lirshme e dados për të fiksuar shufrën e kunjit në një gjendje të shtrirë.
E veçanta e metodës është se pas shtrëngimit të dados pa aplikuar çift rrotullues, elementët e lidhjes mbeten të shkarkuar: filli i lidhjes kurvar - arrë dhe mikro-parregullsitë e ndërfaqeve arrë - rondele Dhe . Si rezultat, pas heqjes së ngarkesës në tërheqje në kunj, këta elementë ngarkohen dhe deformohen, si rezultat i së cilës forca e mbetur shtrënguese zvogëlohet.
Matja e shkallës së reduktimit të forcës në një kunj duke përdorur faktorin e shkarkimit
Shkalla e reduktimit të forcës në taka të larta vlerësojmë faktori i shkarkimit. Koeficienti i shkarkimit të kunjit merr parasysh zvogëlimin e forcës në stufa kur ngarkesa transferohet në dado kryesore pasi ngarkesa e pajisjes ngarkuese të hiqet dhe është e barabartë me raportin e forcës që shtrin stufën me forcën e mbetur në të. .
Sekuenca e shtrëngimit të lidhësve në një lidhje me fllanxha
Për faktin se gjatë shtrëngimit praktikisht vetëm një ose disa stufa (grup stufash) ngarkohen në të njëjtën kohë, atëherë është e nevojshme të vëzhgoni një sekuencë të caktuar kur shtrëngoni çdo stufë ose grupe individuale të stufave të shtrënguara njëkohësisht. Pajtueshmëria me një sekuencë të caktuar gjatë shtrëngimit të kunjave është për shkak të veçorive të shtrëngimit të një lidhjeje me fileto grupi, të cilat janë si më poshtë. Shtrëngimi në tubacionet me presion të lartë çon në zhvendosja boshtore e sipërfaqes së mbylljes së fllanxhës ose prizës për shkak të zvogëlimit të dimensioneve lineare të unazës vulosëse në drejtimin boshtor-radial, deformimit të mikrovrazhdësive të sipërfaqeve kontaktuese, ngjeshjes së materialeve të fllanxhës së trupit të anijes dhe kapakut në zonën e sipërfaqeve mbyllëse dhe deformime të tjera. Si rezultat i këtyre deformimeve, ndodh një lëvizje boshtore e rrafshit të mbulimit, mbi të cilin mbështeten dadot e lidhësve kryesorë.
Reduktimi i vazhdueshëm i forcës shtrënguese të lidhësve të fllanxhave
Mënyrat e ngarkimit të kunjave të lidhjes me fllanxha
Mënyrat e ngarkimit të kunjave të lidhjes me fllanxha ndahen në
- një herë dhe
- grupi.
Modaliteti i shtrëngimit një herë për mbërthyesit e fllanxhave
Më e shpejta, më e besueshme dhe ideale nga pikëpamja e sigurimit të saktësisë dhe uniformitetit të ngarkimit është metoda e shtrëngimit të të gjitha stufave menjëherë lidhjet. Në këtë rast, të gjitha stufat e lidhjes ngarkohen njëkohësisht me forca me vlera të barabarta aktuale.
Grupi i metodave për shtrëngimin e kunjave ose bulonave të lidhjeve me fllanxha
Nëse është e pamundur të krijohet një modalitet ngarkimi një herë, përdoren mënyrat e grupit. Në modalitetin e shtrëngimit në grup, të gjitha stufat e valvulave ndahen në grupe stufash të shtrënguara njëkohësisht. Grupet e stufave duhet të jenë të shpërndara në mënyrë të barabartë përgjatë perimetrit të rrethit të bulonave. Numri i kunjave në një grup duhet të ketë shumëfish i numrit të përgjithshëm të stufave lidhje me fllanxha.
Mënyra e shtrëngimit të grupit mund të jetë
- një anashkalim dhe
- multi-bypass.
Grupi i modalitetit me një kalim për shtrëngimin e lidhësve të një lidhjeje me fllanxha
Në modaliteti i anashkalimit të vetëm ngarkesa aplikohet në mënyrë sekuenciale për secilin grup majash të shtrënguara njëkohësisht vetëm një herë. Në këtë rast, ngarkesa në stufat e secilit grup ndryshon nga maksimumi (për grupin e parë) në forcën shtrënguese të projektimit (për grupi i fundit). Avantazhi i kësaj mënyre shtrëngimi: relativisht kohëzgjatje të shkurtër procesi i shtrëngimit të stufave, si dhe më shumë saktësi të lartë ngarkimi (krahasuar me modalitetin multi-bypass), për shkak të numrit të madh të anashkalimeve dhe gabimeve të ngarkimit të lidhura me to. Disavantazhi kryesor është relativisht forca e lartë ngarkuese e stufave të grupit të parë krahasuar me forcën e ngarkimit të grupit të fundit (shpesh ndryshon me 8-10 herë).
Në lidhje me këto disavantazhe, pengesat për përdorimin e mënyrës së shtrëngimit me një anashkalim të vetëm mund të jenë:
- të pamjaftueshme fuqia e pajisjes ngarkuese;
- të pamjaftueshme forca e boshtit të montimit të kurvarit, e cila duhet të korrespondojë me forcën e ngarkimit të stufave të grupit të parë.
Modaliteti me shumë kalime në grup për shtrëngimin e kunjave të fllanxhave me dado
Në këtë rast, përdorni modaliteti i shtrëngimit të grupit me shumë kalime. Kjo mënyrë konsiston në kryerjen disa raunde ngarkimi që pasojnë njëri pas tjetrit stufat e të gjitha grupeve të lidhjeve. Forca e ngarkimit të stufave gjatë këtyre anashkalimeve varet nga versioni i miratuar i mënyrës së shtrëngimit me shumë anashkalime. Varianti më i zakonshëm i mënyrës së shtrëngimit me shumë anashkalime është anashkalim-barazimi.
Llogaritja e mënyrave të shtrëngimit për kunjat dhe dadot e fllanxhave
Llogaritja e mënyrave të shtrëngimit të kunjit. Mënyra e njëhershme e shtrëngimit të stufave është rast i veçantë Mënyra e shtrëngimit të grupit me një kalim, në të cilin numri i grupeve të stufave n=1, d.m.th. Të gjitha stufat e fllanxhave ngarkohen njëkohësisht. Në modalitetin me kalim të vetëm të shtrëngimit të stufave, forca aktuale e ngarkimit të grupit tjetër të stufave (RD26-01-122-89)
Ku K z 1 - koeficienti i shkarkimit të stufave të grupit përkatës; P n është forca shtrënguese përfundimtare e stufave të grupit të fundit; n = m/i— numri i grupeve të kunjave në portë; m— numri i kunjave në portë; i— numri i pajisjeve ngarkuese që funksionojnë njëkohësisht (prikë hidraulike); z— numri serial i grupit të ngarkuar të pllakave të grilave. Fuqia e fundit P n për grup stufash në fund të procesit të shtrëngimit,
P n = Q 3 / n,(6)
Ku P 3 - forca totale shtrënguese e të gjitha stufave të bulonave.
Koeficienti relativ i pajtueshmërisë së guarnicionit të vulosjes
α =λ 0 / λ Ш ( P), (7)
λ 0 dhe λ Ш ( P) - përputhshmëria boshtore e guarnicionit të vulosjes dhe grupit të stufave. Vlera aktuale e forcës ngarkuese të një kurvari të grupit përkatës
P z = P z/ i. (8)
Vlera aktuale e forcës së ngarkimit të një kunj të grupit të parë Q" z=1 krahasohet me ngarkesën e lejuar në një kunj [ P"]; kushti duhet të plotësohet
Q" z=1 ≤ [ P"] (9)
Ngarkesa e lejuar në një kunj [ P"] merret e barabartë me më të voglin nga dy vlerat:
1. nga gjendja e sigurimit të forcës së zonës së montimit të fillit të kurvarit
[Q"] ≤ 0,8 σ 20 Tsh F Sh, (10)
Ku σ 20 ТШ - forca rrjedhëse e materialit të kunjit në një temperaturë prej 20°C; FШ - zona e seksionit kryq të seksionit të montimit të kunjit;
2. ose nga forca e punës e pajisjes ngarkuese (krikë hidraulike)
[Q"] ≤ P Epo. . (njëmbëdhjetë)
Nëse kushti (9) nuk plotësohet, atëherë është e nevojshme të llogaritet mënyra e barazimit të anashkalimit të shtrëngimit të kunjave dhe vlera aktuale e forcës së ngarkimit të grupit tjetër të stufave me anashkalimin përkatës.
 , (12)
, (12)
[P] = i[Q"]. (13)
Numri i kërkuar i raundeve
 (14)
(14)
Ku K z2 është koeficienti i shkarkimit të kunjave në modalitetin e shtrëngimit të barazimit të anashkalimit.
Faktori i lehtësimit të kurvarit për lidhjet me fllanxha
Dallimi në koeficientin e shkarkimit të lidhësve të fllanxhave për mbylljen e guarnicioneve të seksioneve të ndryshme
Vlerat maksimale të koeficientit TE n shkarkimi i kunjave në një modalitet shtrëngimi me një kalim (grupi i parë i lidhësve) për një unazë O të llojit përkatës janë dhënë në tabelën më poshtë.
| Pamja e seksionit të copëzës së çelikut | Vlera maksimale K n | |
| copë litari me dy kon | 1,4 | |
| copë litari trekëndore | 1,45 | |
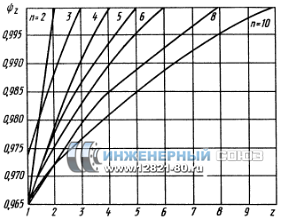
| Oriz. 1. Varësia e koeficientit ψ
z nga ME rritje e ngarkesës përputhshmëria boshtore pjesë fllanxhash zvogëlohet, dhe për këtë arsye zvogëlohet edhe koeficienti i shkarkimit të stufave. Në këtë drejtim, koeficientët e shkarkimit të kunjave të grupeve të ndryshme të lidhjes janë të ndryshëm. Për grupin e parë të kunjave, i cili është i ngarkuar me ngarkesë maksimale, koeficienti i shkarkimit është minimal; për grupin e fundit të stufave koeficienti i shkarkimit është maksimal. Koeficienti i shkarkimit për një grup stufash të numrit të serisë përkatëse K z = ψ z TE n, (15) Ku ψ z është një koeficient në varësi të llojit të unazës mbyllëse, numrit të grupeve të kunjave në lidhjen me fllanxha dhe numrit serial të grupit (Fig. 6.35, 6.36).
Oriz. 1. Varësia e koeficientit ψ
z nga Për valvulat me një unazë mbyllëse tetëkëndore dhe një copë litari të sheshtë metalike, pranoni ψ z = 1, meqenëse diferenca në forcat e ngarkimit midis grupeve të stufave është e vogël dhe, për rrjedhojë, koeficienti i shkarkimit është pothuajse konstant dhe i barabartë me vlerën maksimale TE n. Koeficienti i shkarkimit të kunjave për bypass-in e parë në modalitetin e shtrëngimit të barazimit të anashkalimit përcaktohet si për mënyrën e shtrëngimit me një anashkalim. Gjatë raundeve pasuese, koeficienti i shkarkimit për secilin grup stufash merret i barabartë me koeficientin e shkarkimit për grupin e fundit të stufave të raundit të parë. Nëse pajisja e ngarkimit (priza hidraulike) është e pajisur me një mekanizëm për vidhosjen e dadove me kontrollin e çift rrotullues, atëherë me një kunj të shtrirë ky moment përcaktohet nga formula empirike M Kpz = 7.7.10 6 F w d p , (16) Ku M Kpz - çift rrotullues, N m; F w - zona e seksionit kryq të kunjit, m2; d p - diametri i fillit të mbërthyesit, m. Në këtë rast, koeficienti i shkarkimit të kunjave (bulonave) K zM = 0,85 ( K z - 1) + 1. (17) konkluzioniPërdorimi i metodave të konsideruara të shtrëngimit sekuencial të lidhësve të fllanxhave siguron ngjeshje uniforme të copëzimit të vulosjes dhe, rrjedhimisht, besueshmërinë dhe ngushtësinë e lidhjes së fllanxhave. Bibliografi
Duke hyrë në këtë faqe, ju pranoni automatikisht |
Në përputhje me GOST 24856-2014. Pajisjet e tubacionit. Termat dhe përkufizimet "një fllanxhë është një element i përshtatshëm që përdoret për ta lidhur atë me një tubacion ose pajisje teknologjike. Në shumicën e rasteve, fllanxhat bëhen në formën e një unaze të sheshtë me një sipërfaqe mbyllëse dhe vrima për mbërthyes.
I njëjti dokument rregullator flet për llojet kryesore të fllanxhave: fllanxha e sheshtë, fllanxha e saldimit të pasme (jakë), fllanxha me filetim.
Pajisjet me fllanxha
Pajisjet e tubave të pajisura me fllanxha quhen pajisje me fllanxha, dhe një tub që siguron një lidhje me fllanxha me një tubacion quhet tub me fllanxha.
Përkundër faktit se çdo metodë e lidhjes së pajisjeve të tubacionit tenton të ketë kombinimin e vet më të preferuar të kushteve (parametrat nominalë të pajisjeve, materialet nga të cilat është bërë, vetitë Ambienti i punës etj.), "zonat e interesit" tipe te ndryshme lidhjet mund të mbivendosen. Në këtë rast, ekziston një arsye për të folur për konkurrencën teknologjike midis lidhjeve të ndryshme të pajisjeve të tubacionit. Për shembull, gjatë projektimit dhe ndërtimit të sistemeve të tubacioneve për transportimin e gazit natyror të lëngshëm (LNG), pajisjet me fllanxha "kundërshtohen" drejtpërdrejt nga pajisjet e salduara.
Si çdo tjetër, lidhja me fllanxha e pajisjeve, së bashku me avantazhet e padyshimta, nuk ka më shumë pikat e forta. Por në rastin e pajisjeve me fllanxha, ekuilibri midis tyre është akoma më shpesh në favor të "pluseve" dhe janë lidhjet me fllanxha që zgjedhin projektuesit e sistemit të tubacionit. Kjo konfirmohet qartë nga graviteti i lartë specifik i pajisjeve me fllanxha midis llojeve të tjera të pajisjeve për t'u lidhur me një tubacion.
Ngushtësia e lidhjes së fllanxhave
Kërkesa më e rëndësishme për çdo lidhje të pajisjeve të tubacionit është ngushtësia. Depresioni i lidhjeve të fllanxhave nuk ndodh për shkak të mangësive të tyre të qenësishme objektive, por për shkak të faktorëve thjesht subjektivë - mirëmbajtje e parakohshme ose e pamjaftueshme. Për të siguruar që ngushtësia të ruhet në një nivel të lartë, është e nevojshme të shtrëngoni periodikisht lidhësit që sigurojnë lidhjen me fllanxha. Dhe, natyrisht, mos harroni të ndryshoni guarnicionet midis fllanxhave.
Përparësitë e lidhjes me fllanxha janë forca, besueshmëria, mundësia e instalimit dhe çmontimit të përsëritur dhe përdorimi në një gamë të gjerë temperaturash. Fllanxhat mund të trajtojnë pothuajse çdo diametër të pajisjeve, gjë që vërtetohet bindshëm nga përvoja e prodhuesve kryesorë vendas dhe të huaj. Për shembull, kompania ARmatek nga Shën Petersburg furnizon fllanxha kundër pajisje tubacioni me diametër nga 10 deri në 1800 milimetra.

Fllanxhat dhe GOST
Shumëllojshmëria mbresëlënëse e fllanxhave nuk kthehet në kaos, përkundrazi, është e strukturuar dhe e rregullt. Modelet, opsionet e projektimit, madhësitë standarde të fllanxhave, si dhe kërkesat e përgjithshme teknike për to, materialet e përdorura për prodhimin e tyre dhe metodat e fiksimit janë standardizuar.
Aktualisht, standardi kombëtar i Federatës Ruse "GOST R 54432-2011" është në fuqi. Fllanxhat e montimeve, pjesëve lidhëse dhe tubacioneve për presionin nominal nga PN 1 në PN 200. Dizajni, dimensionet dhe kërkesat e përgjithshme teknike.” Periudha e vlefshmërisë së saj është e kufizuar. Është gati për t'u zëvendësuar me GOST 33259-2015. Fllanxhat e montimeve, pjesëve lidhëse dhe tubacioneve për presion të vlerësuar deri në PN 250. Dizajni, dimensionet dhe kërkesat e përgjithshme teknike.” Kjo rrjedh nga Urdhri i Rosstandart Nr. 443-st i datës 26 maj 2015, i cili përmban një referencë për protokollin e datës 27 mars 2015 Nr. 76-P të mbledhjes së Këshillit Ndërshtetëror për Standardizimin, Metrologjinë dhe Certifikimin. GOST-i i ri do të hyjë në fuqi për përdorim vullnetar nga 1 prilli 2016. Pas kësaj, tetë GOST që tashmë janë njohur do të pushojnë së qeni në fuqi:
- GOST 12815-80. Fllanxhat e pajisjeve, pjesëve lidhëse dhe tubacioneve për Py nga 0,1 në 20,0 MPa (nga 1 në 200 kgf/cm2). Llojet. Dimensionet dhe dimensionet lidhëse të sipërfaqeve të izolimit;
- GOST 12816-80. Fllanxhat e pajisjeve, pjesëve lidhëse dhe tubacioneve për Py nga 0,1 në 20,0 MPa (nga 1 në 200 kgf/cm2). Kërkesat e përgjithshme teknike;
- GOST 12817-80. Fllanxha të derdhura nga gize gri në Ru nga 0,1 në 1,6 MPa (nga 1 në 16 kgf/cm2). Dizajni dhe dimensionet;
- GOST 12818-80. Fllanxha të derdhura nga gize e lakueshme në Ru nga 1,6 në 4,0 MPa (nga 16 në 40 kgf/cm2). Dizajni dhe dimensionet;
- GOST 12819-80. Fllanxha prej çeliku të derdhur për Ru nga 1,6 në 20,0 MPa (nga 16 në 200 kgf/cm2). Dizajni dhe dimensionet;
- GOST 12820-80. Fllanxha me saldim të sheshtë prej çeliku për P nga 0,1 deri në 2,5 MPa (nga 1 në 25 kgf/cm2). Dizajni dhe dimensionet;
- GOST 12821-80. Fllanxhat e çelikut ngjiten me saldim në P nga 0,1 në 20,0 MPa (nga 1 në 200 kgf/cm2). Dizajni dhe dimensionet;
- GOST 12822-80. Fllanxha çeliku të lirshme në një unazë të salduar për Ru nga 0,1 në 2,5 MPa (nga 1 në 25 kgf/cm2). Dizajni dhe dimensionet.
Llojet e fllanxhave

GOST 33259-2015 identifikon gjashtë lloje të fllanxhave. Emrat e katër të parëve fillojnë njësoj - me fjalët "fllanxha e sheshtë prej çeliku". Kjo është e tipit 01 ─ fllanxha e sheshtë çeliku e salduar, e tipit 02 ─ fllanxha e sheshtë çeliku pa një unazë të salduar, tipi 03 ─ fllanxha e sheshtë çeliku pa fllanxha, tipi 04 ─ fllanxha e sheshtë prej çeliku pa në një kapëse saldimi. Pjesa tjetër është fllanxha e saldimit me prapanicë çeliku ─ tip 11 ─ dhe fllanxha e trupit të valvulës tip 21 ─, d.m.th. kur fllanxha është pjesë e trupit të valvulës. Fllanxhat e trupit të valvulës mund të jenë prej gize ose gize - gri ose duktile.
Fllanxhat e sheshta të salduara prej çeliku janë "të lidhur" në tub dhe ngjiten direkt në të.
E veçanta e fllanxhave të lira është se diametri i vrimës së tyre të brendshme është më i madh se diameter i Jashtem tuba, dhe ato mund të rrotullohen lehtësisht në tub, gjë që lehtëson shumë instalimin.
Një fllanxhë e sheshtë prej çeliku pa në një unazë të salduar, përveç vetë fllanxhës, përfshin një unazë që përputhet me fllanxhën për sa i përket diametrit nominal. Me saldim fiksohet vetëm unaza, ndërsa vetë fllanxha mbetet e lirë. Kjo është e dobishme kur instaloni lidhje me fllanxha në vende të papërshtatshme ose të vështira për t'u arritur, si dhe kur ato duhet të çmontohen dhe riparohen shpesh.
Për të përdorur fllanxha të sheshta çeliku të lira në fllanxha, është e nevojshme përgatitja e fundit të tubit. Është modifikuar për të formuar një sipërfaqe të sheshtë shtytëse. Fllanxha të tilla janë optimale për tubacionet e bëra nga metale me ngjyra.
Kur instaloni fllanxha të sheshta çeliku të lira në një kapëse saldimi, përdoret një kapëse në vend të një unaze të mbyllur.
Një fllanxha saldimi me prapanicë çeliku është ngjitur me një saldim, duke lidhur fundin e prapanicës së tubit dhe "jakën" e fllanxhës (kjo është arsyeja pse fllanxha të tilla quhen fllanxha me jakë). Diametri i brendshëm i fllanxhës së jakës është i barabartë me diametrin e tubit.
Në përputhje me GOST 33259-2015, ekzistojnë dy gamë të madhësive për llojet 01, 02, 11 dhe 21. Preferohet rreshti 1.
Dizajni i sipërfaqes së vulosjes
Parametri më i rëndësishëm i projektimit të çdo fllanxhe është dizajni i sipërfaqes së vulosjes. Në përputhje me GOST 33259-2015, i cili hyn në fuqi më 1 Prill 2016, janë miratuar dhjetë modele me një tregues të detajuar të dimensioneve të tyre:
- versioni A ─ banesë;
- versioni B ─ zgjatja lidhëse (korrespondon me versionin 1 në vijim ─ në përputhje me GOST 12815-80);
- versioni C, L ─ tenon (korrespondon me versionet 4 dhe 8);
- versioni D, M ─ zakon (korrespondon me versionet 5 dhe 9);
- versioni E ─ zgjatja (korrespondon me versionin 2);
- versioni F ─ zgavra (korrespondon me versionin 3);
- versioni J ─ për copë litari ovale (korrespondon me versionin 7);
- versioni K ─ për guarnicionin e lenteve (korrespondon me versionet 6 dhe 8).
Versionet C, L dhe E mund të përdoren vetëm me kërkesë të klientit.
Nga të gjitha format e fllanxhave...
...raundi është optimal. Fllanxhat e formave të tjera janë shumë më pak të zakonshme.
Megjithëse standardet lejojnë prodhimin e fllanxhave katrore të të gjitha modeleve, me përjashtim të fllanxhave të diapazonit 2, të cilat kanë katër vrima për stufa (bulona) për një presion nominal jo më shumë se PN 40.
Nga rruga, filetimi lejohet në vrimat e fllanxhave për mbërthyesit.
Materialet dhe teknologjia për prodhimin e fllanxhave
Për prodhimin e fllanxhave prej çeliku dhe gize përdoren këto:
- çeliku ─ karboni, aliazh i ulët, rezistent ndaj nxehtësisë, rezistent ndaj korrozionit;
- derdhje ─ prej çeliku të aliazhuar, të aliazhuar dhe jo të lidhur;
- gize gri ─ SC 15, SC 20;
- gize e lakueshme ─ CN 30-6;
- gize me qëndrueshmëri të lartë ─ HF 40, HF 45.
Teknologjia e prodhimit të fllanxhave duhet të sigurojë përputhje të rreptë me dimensionet e tyre gjeometrike dhe vetitë mekanike.
Fllanxhat e llojeve 01, 02, 03, 04 mund të bëhen nga fletë të mbështjellë. Me kusht që saldimet të bëhen me depërtim të plotë në të gjithë seksionin kryq, këto lloj fllanxhash mund të saldohen. Fllanxhat e tipit 11 (çelik i salduar me prapanicë) nuk lejohen të bëhen nga fletë të mbështjellë. Ato janë bërë nga falsifikime ose boshllëqe të stampuara.
Fllanxhat e bëra nga formimi i metaleve të nxehtë - falsifikim, rrotullim, stampim - plotësojnë kërkesat moderne të funksionimit në masën më të plotë të mundshme. Rezultate veçanërisht të mira arrihen në prodhimin e fllanxhave duke përdorur stampimin e nxehtë dhe trajtimin pasues të nxehtësisë. Falsifikimet me stampim të nxehtë janë aktualisht lloji kryesor i boshllëqeve për fllanxhat e valvulave të tubacionit. Kjo teknologji është veçanërisht e rëndësishme në prodhimin e fllanxhave prej çeliku të salduara me prapanicë.
Duke qenë më pak të ndjeshëm ndaj deformimit, fllanxhat prej gize ruajnë formën e tyre më mirë se fllanxhat prej çeliku, por kërkojnë trajtim më të kujdesshëm, duke pasur parasysh brishtësinë e tyre relative. Kështu, shtrëngimi i lidhjeve me fllanxha të montimeve prej gize duhet të bëhet me kujdes në mënyrë që zelli i tepërt të mos çojë në thyerje të fllanxhës.
Mbërthyes
Roli i lidhësve në lidhjet me fllanxha nuk mund të nënvlerësohet. Bulonat ose stufat duhet të "përballojnë goditjen" e ngarkesave mekanike që priren të prishin lidhjen. Mbërthyesit (bulonat, stufat, dadot) zakonisht bëhen nga të njëjtat ose të ngjashme vetitë e materialit si vetë fllanxhat. Duke shmangur dallimet e rëndësishme në koeficientët e zgjerimit linear, është e mundur të sigurohet sinkronizmi në përgjigjen e fllanxhës dhe lidhësve ndaj ndryshimeve të temperaturës, gjë që është e rëndësishme gjatë funksionimit.
Vrimat për lidhësit në fllanxhat e pajisjeve të tubacionit duhet të vendosen në mënyrë simetrike në lidhje me boshtet kryesore vertikale dhe horizontale. Por jo për veten e tyre.
Për të kursyer kohën e shpenzuar për zgjedhjen dhe për të zvogëluar koston e dorëzimit të lidhësve të nevojshëm, është e përshtatshme ta porosisni atë të plotë me fllanxha nga një kompani. Kjo do të shërbejë gjithashtu si garanci për pajtueshmërinë e tyre të plotë. Kjo mundësi është e disponueshme për klientët që kontaktojnë ARMATEK. Do të ndihmojë gjithashtu në pajisjen e fllanxhave me guarnicione vaferi të bëra nga materiale të ndryshme. Në fund të fundit, ngushtësia e lidhjes së fllanxhave varet kryesisht nga vetitë dhe cilësitë e tyre.
Guarnicionet me fllanxha
Materiali i copë litari duhet të korrespondojë me kushtet e funksionimit të tij, duke marrë parasysh parametrat (presionin, përbërjen, temperaturën) të kushteve të punës dhe mjedisit.
Siguron vulosje të lëvizshme ose fikse të lidhësve me fllanxha materiale të ndryshme: gome, paronite, ngjitës i shkrirë, etj. Fllanxhat e sheshta mbyllen duke përdorur guarnicione të buta metalike ose të valëzuara me mbushje të butë.
Për versionet e fllanxhave A, B, C, D, E dhe F, lejohet të përdorni një gamë të gjerë guarnicionesh: metal (përfshirë pajisjen), metal-grafit të bazuar në grafit që zgjerohet termikisht (TEG), plagë spirale (SNP) , elastike (ato janë veçanërisht të kërkuara për fllanxha prej gize). Nëse po flasim për substanca të rrezikshme të klasave të rrezikut 1, 2 ose 3 ose substanca zjarri dhe shpërthyese, për fllanxhat me sipërfaqe mbyllëse A dhe B, duhet të përdoren guarnicionet e valëve TRG me një vulë dytësore elastike, dhe guarnicionet SNP duhet të pajisen me dy unaza kufizuese.
Fllanxhat me sipërfaqe mbyllëse, versionet K dhe J, përdoren me guarnicionet e lenteve, si dhe me guarnicione ovale dhe tetëkëndore. Dhe fllanxha me sipërfaqe mbyllëse të versioneve L dhe M ─ me guarnicione të bazuara në fluoroplastic-4.
Një parametër i rëndësishëm i lidhjes me fllanxha të pajisjeve të tubacionit është forca e ngjeshjes së copë litari, vlera e së cilës matet në qindra kN.
Dimensionet e copë litari duhet të sigurojnë montimin e lidhjes së fllanxhave, duke marrë parasysh dimensionet e versioneve të sipërfaqeve mbyllëse të fllanxhave, dhe dizajni duhet të sigurojë qendrimin e copë litari gjatë montimit, duke parandaluar mundësinë e nxjerrjes. Fiksimi më i mirë i copë litari mund të sigurohet nga elementë individualë të strukturës së fllanxhave. Për shembull, brazda për copë litari dhe tenda në fllanxhën e çiftëzimit formojnë një lloj bllokimi që mbron copë litari dhe në këtë mënyrë rrit besueshmërinë e lidhjes.
Emërtimi i fllanxhave
Për lehtësi dhe mundësinë e krahasimit, renditja e shënimit "e vjetër" dhe "e re" përmblidhet në një tabelë të vogël.
|
Fllanxha të sheshta të salduara prej çeliku |
Fllanxha X1-X2-X3-X4 GOST 12820-80, ku: X2 ─ diametri nominal; X3 ─ presioni nominal; X4 ─ shkalla e materialit. |
Fllanxha X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ diametri nominal X2 ─ presioni nominal X3 ─ numri i llojit të fllanxhës X6 ─ shkalla e materialit X7─ grupi i kontrollit |
|
Fllanxha çeliku të salduara me prapanicë |
Fllanxha X1-X2-X3-X4 GOST 12821-80 X1 ─ dizajni i sipërfaqes së vulosjes sipas GOST 1285-80 X2 ─ diametri nominal X3 ─ presioni nominal X4 ─ shkalla e materialit |
|
|
Fllanxha të sheshta çeliku të lira në një unazë të salduar |
Fllanxha X1-X2-X3 GOST 12822-80 X1 ─ diametri nominal X2 ─ presioni nominal X3 ─ shkalla e materialit Unaza X1-X2-X3-X4 GOST 12822-80 X1 ─ dizajni i sipërfaqes së vulosjes sipas GOST 1285-80 X2 ─ diametri nominal X3 ─ presioni nominal X4 ─ shkalla e materialit |
Fllanxha X1-X2-X3-X4-X5-X6 GOST 33259 X1 ─ diametri nominal X2 ─ presioni nominal X3 ─ numri i llojit të fllanxhës X4 ─ numri i diapazonit të madhësisë (1 ose 2) X5 ─ shkalla e materialit X6 ─ grupi i kontrollit Unaza X1-X2-X3-X4-X5-X6-X7 GOST 33259 X1 ─ diametri nominal X2 ─ presioni nominal X3 ─ numri i llojit të fllanxhës X4 ─ numri i diapazonit të madhësisë (1 ose 2) X5 ─ dizajni i sipërfaqes së vulosjes X6 ─ shkalla e materialit X7─ grupi i kontrollit |
Ndryshimet mund të krahasohen duke përdorur disa shembuj specifikë.
|
Përcaktimi sipas GOST 12820-80-GOST 12822-80 |
Përcaktimi sipas GOST 33259-2015 |
|
Fllanxha 1-50-10 St 25 GOST 12820-80 |
Fllanxha 50-10-01-1-V-St 25-III GOST 33259 |
|
Fllanxha 9-50-10F St 25 GOST 12821-80 |
Fllanxha 50-10-01-1-M-St 25-IV GOST 33259 |
|
Fllanxha 3-50-100 St 25 GOST 12821-80 |
Fllanxha 50-100-11-1-F-St 25-IV GOST 33259 |
|
Fllanxha 5-50-100 St 25 GOST 12821-80 |
Fllanxha 50-100-11-1-D-St 25-IV GOST 33259 |
|
Fllanxha 50-10 St 25 GOST 12822-80 Unaza 5-50-10F GOST 12822-80 |
Fllanxha 50-10-02-1-St 25-IV GOST 33259 Unaza 50-10-02-1-L-St 25-IV GOST 33259 |
Pajisjet e fllanxhave zënë një vend të rëndësishëm midis llojeve të tjera të pajisjeve për lidhjen me një tubacion dhe fllanxhat lloje të ndryshme dhe madhësitë vazhdojnë të jenë një element jashtëzakonisht i zakonshëm i një numri të madh sistemesh teknologjike, një nga metodat më të zakonshme të instalimit të pajisjeve të tubacionit.