VATTENRÖR AV STÅL
TEKNISKA VILLKOR
GOST 3262-75
PUBLICERINGSSTANDARDER
Moskva
STATLIG STANDARD FÖR UNIONEN SSR
datumintroduktion 01.01.77
Denna standard gäller för icke-galvaniserade och galvaniserade stålsvetsade rör med skurna eller valsade cylindriska gängor och utan gängor som används för vatten- och gasledningar, värmesystem, samt för delar av vatten- och gasledningar.
1. VARIET
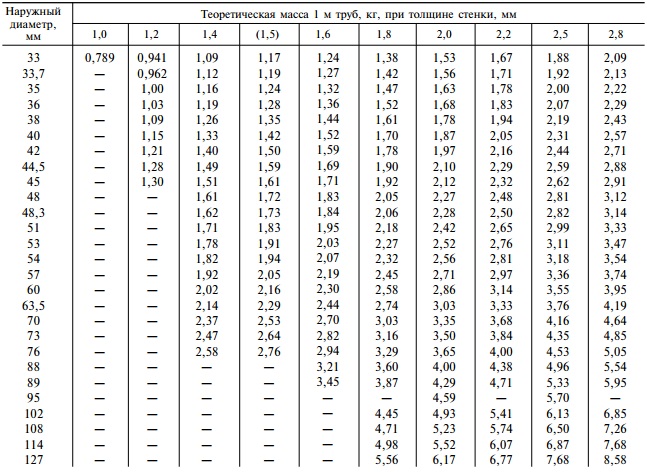
1.1. Rör tillverkas i storlekar och vikter som anges i tabellen. ett.
På begäran av konsumenten tillverkas lätta serierör avsedda för trådrullning enligt de massmått som anges i tabellen. 2.
(Ändrad upplaga, ändringsförslag nr. 1 , 3 ).
1.2. Rörets längd är gjord från 4 till 12 m:
uppmätt eller multipel uppmätt längd med ett tillägg för varje snitt på 5 mm och en maximal avvikelse för hela längden plus 10 mm;
omättad längd.
Enligt överenskommelse mellan tillverkaren och konsumenten är upp till 5 % av rören med en längd på 1,5 till 4 m tillåtna i en sats av rör med avståndsmått.
bord 1
Mått, mm
| Villkorligt pass | Ytterdiameter | Rörväggtjocklek | Vikt 1 m rör, kg |
||||
| vanlig | förstärkt | vanlig | förstärkt |
||||
Tabell 2
Mått, mm
| Villkorligt pass | Ytterdiameter | vägg tjocklek | Vikt 1 m rör, kg |
Anmärkningar:
1. För en gänga gjord med räfflade metoden på ett rör är det tillåtet att minska dess inre diameter med upp till 10 % längs hela gängans längd.
2. Massan av 1 m rör beräknas vid en densitet av stål lika med 7,85 g / cm 3. Galvaniserade rör är 3 % tyngre än icke galvaniserade rör.
1.3. Gränsavvikelser i rördimensioner bör inte överstiga de som anges i tabellen. 3.
Tabell 3
| Rördimensioner | Begränsa avvikelser för rör med tillverkningsnoggrannhet |
|
| ökade |
||
| Ytterdiameter med villkorlig passage: | ||
| upp till 40 mm inkl. | ||
| - 0,5 |
||
| Ytterdiameter med nominellt hål: över 40 mm | ||
| - 1,0 |
||
| vägg tjocklek | - 15 % | - 10 % |
Anmärkningar:
1. Den maximala avvikelsen på plussidan längs väggtjockleken begränsas av de maximala avvikelserna i rörmassan.
2. Rör med vanlig tillverkningsnoggrannhet används för vattenledningar, gasledningar och värmesystem. Rör med ökad tillverkningsnoggrannhet används för delar av vatten- och gasledningsstrukturer.
1.4. Maximala avvikelser för rörvikt bör inte överstiga +8 %.
På konsumentens begäran bör de maximala viktavvikelserna inte överstiga:
7,5% - för partiet;
10% - för ett separat rör.
(Ändrad utgåva, ändringsförslag nr 2, 5).
1.5. Krökningen av rör för 1 m längd bör inte överstiga:
2 mm - med nominellt hål upp till 20 mm inklusive;
1,5 mm - med ett nominellt hål över 20 mm.
1.6. Rörgängor kan vara långa eller korta. Kraven för tråden måste motsvara de som anges i tabellen. 4.
2.2. På konsumentens begäran måste ändarna på rör som ska svetsas med en väggtjocklek på 5 mm eller mer vara avfasade i en vinkel på 35-40 ° till änden av röret. I detta fall bör en ändring med en bredd på 1 - 3 mm lämnas.
På konsumentens begäran, på vanliga och förstärkta rör med ett nominellt hål på mer än 10 mm, appliceras gängan på båda ändarna av röret.
2.1; 2.2. (Ändrad utgåva, ändringsförslag nr 3, 4).
2.3. På begäran av konsumenten kompletteras rören med kopplingar gjorda i enlighet med GOST8944, GOST8954, GOST8965 och GOST8966 med en hastighet av en koppling för varje rör.
(Ändrad utgåva, ändringsförslag nr 3).
2.4. Sprickor, fångenskap, svullnad och solnedgångar är inte tillåtna på rörytan.
Ingen delaminering tillåts på rörändarna.
Separata bucklor, krusningar, risker, spår av rengöring och andra defekter som orsakas av produktionsmetoden är tillåtna, om de inte tar bort väggtjockleken utöver minimimåtten, samt ett lager av skala som inte stör inspektionen.
På rör tillverkade med metoden för ugnssvetsning är det tillåtet att minska ytterdiametern till 0,5 mm vid sömstället om det finns en ytlig förtjockning på denna plats längs den inre diametern på högst 1,0 mm.
(Ändrad utgåva, ändringsförslag nr 3, 4).
2.5. På konsumentens begäran, på rör med ett nominellt hål på 20 mm eller mer, på den inre ytan av rörsömmen, ska graderna skäras eller tillplattas, medan gradens höjd eller dess spår inte får överstiga 0,5 mm .
På konsumentens begäran, på rör med ett nominellt hål på mer än 15 mm, gjorda genom ugnssvetsning med en varmreduktionsmetod, tillåts en svagt sluttande förtjockning med en höjd av högst 0,5 mm på den inre ytan av rör i svetszonen.
(Ändrad utgåva, ändringsförslag nr 2, 3, 4, 5, 6).
2.6. Rörändarna ska kapas i rät vinkel. Storleken på avfasningen på änden är inte tillåten mer än 2 ° .Resterande grader får inte överstiga 0,5 mm. Vid borttagning av grader tillåts bildandet av trubbighet (rundning) av ändarna. Det är tillåtet att kapa rör i Astana-linjen.
Enligt överenskommelse mellan tillverkaren och konsumenten är grader upp till 1 mm tillåtna på rör med ett nominellt hål på 6-25 mm, gjorda med metoden för smältsvetsning.
(Ändrad utgåva, ändringsförslag nr 4, 6).
2.7. Galvaniserade rör ska ha en kontinuerlig zinkbeläggning över hela ytan med en tjocklek på minst 30 mikron. Frånvaron av zinkbeläggning på rörens ändar och gängor är tillåten.
På ytan av galvaniserade rör, blåsor och främmande inneslutningar (hård zink, oxider, sintrad laddning), är det inte tillåtet att skala beläggningen från basmetallen.
Separata flusspunkter och spår av rörgrepp av lyftanordningar, grovhet och lätt lokalt inflöde av zink är tillåtna.
Det är tillåtet att korrigera enskilda icke-galvaniserade sektioner med 0,5% av rörets yttre yta i enlighet med GOST 9.307.
(Ändrad utgåva, ändringsförslag nr 3, 4).
2.8. Rören måste tåla hydraultryck:
2,4 MPa (25 kgf / cm 2) - rör, vanliga och lätta;
3,1 MPa (32 kgf / cm 2) - förstärkta rör.
På konsumentens begäran måste rören tåla ett hydrauliskt tryck på 4,9 MPa (50 kgf / cm 2)
2.9. Rör med ett nominellt hål upp till 40 mm inklusive måste klara böjprovet runt en adapter med en radie lika med 2,5 av ytterdiametern och med ett nominellt hål på 50 mm på en dorn med en radie lika med 3,5 av den yttre diametern diameter.
På konsumentens begäran måste rören klara dispenseringstestet:
för rör med nominellt hål från 15 till 50 mm - inte mindre än 7%;
för rör med nominellt hål 65 och mer - inte mindre än 4%.
På begäran av konsumenten ska rören klara tillplattningsprovet upp till ett avstånd mellan de tillplattade ytorna lika med 2/3 av rörens ytterdiameter.
2.8,2.9. (Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.10. På begäran av konsumenten måste de mekaniska egenskaperna hos rör för delar av vatten- och gasledningar överensstämma med GOST 1050.
2.11. Rörgängan måste vara ren, utan defekter och grader och överensstämma med GOST 6357, noggrannhetsklass B.
Rör med cylindrisk gänga används för montering med tätningar.
2.10; 2.11. (Ändrad utgåva, ändringsförslag nr 3, 4).
2.12. Svart på trådarna är tillåtet på den plats där minskningen av trådprofilens normala höjd inte överstiger 15% och på konsumentens begäran inte överstiger 10%.
Trådar med avskalad (för kapad) eller ofullständig (för rullad) tråd är tillåtna på tråden, förutsatt att deras totala längd inte överstiger 10 % av den erforderliga trådlängden och på konsumentens begäran inte överstiger 5 %.
2.13. Tillåts på tråden för att minska den användbara längden på tråden (utan rinnande) upp till 15% jämfört med vad som anges i, och på begäran av konsumenten upp till 10%.
2.12.,2.13. (Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.14. Gängning av galvaniserade rör utförs efter galvanisering.
2.15. (Utgår, ändringsförslag nr 3).
2.16. På begäran av konsumenten utsätts rörsvetsar för oförstörande provning.
(Ändrad utgåva, ändringsförslag nr 5).
3. REGLER FÖR ACCEPT
3.1. Rör accepteras i omgångar. Ett parti bör bestå av rör av samma storlek, av samma kvalitet och åtföljas av ett kvalitetsdokument enligt GOST 10692 med tillägg för rör avsedda för tillverkning av delar av vatten- och gasledningar, tillverkade av stål enl. GOST1050: kemisk sammansättning och mekaniska egenskaper hos stål i enlighet med dokumentet om kvaliteten hos tillverkaren av ämnet.
Massan av partiet är inte mer än 60 ton.
(Ändrad utgåva, ändringsförslag nr 3, 4).
3.2. Yta, dimensioner och krökning kontrolleras för varje rör i partiet.
Det är tillåtet att tillämpa statistiska kontrollmetoder i enlighet med GOST 18242 med normal nivå... Kontrollplaner upprättas efter överenskommelse mellan tillverkaren och konsumenten.
Kontroll av rörens ytterdiameter utförs på ett avstånd av minst 15 mm från rörets ände.
(Ändrad utgåva, ändringsförslag nr 3, 4, 5).
3.3. För att styra parametrarna för gängan, för testning av expansion, tillplattning, böjning, höjden på den inre graden, resterna av grader, rät vinkel och fasvinkeln (för rör med fasade kanter), väljs de mekaniska egenskaperna nej mer än 1%, men inte mindre än två rör från partiet, ad för rör tillverkade genom kontinuerlig ugnssvetsning - två rör från en sats.
(Ändrad utgåva, ändringsförslag nr 3, 4).
3.4. Alla rör är föremål för viktkontroll.
(Ändrad utgåva, ändringsförslag nr 3).
3.5. Varje rör utsätts för ett hydrauliskt trycktest. Vid 100% kvalitetskontroll av den svetsade sömmen med oförstörande metoder är det tillåtet att inte utföra det hydrauliska trycktestet. Samtidigt garanteras rörens förmåga att motstå det hydrauliska provtrycket.
(Ändrad utgåva, ändringsförslag nr 6).
3.6. För att kontrollera tjockleken på zinkbeläggningen på den yttre ytan och på tillgängliga ställen på den inre ytan, tas två rör från partiet.
(Ändrad utgåva, ändringsförslag nr 2).
3.7. När otillfredsställande testresultat erhålls för minst en av indikatorerna, utförs det andra testet på ett dubbelprov.
Omtestresultaten gäller för hela batchen.
4. TESTMETODER
4.1. För kvalitetskontroll skärs ett prov från varje valt rör för varje typ av test.
Dragprovning utförs i enlighet med GOST 10006. Istället för dragprovning är det tillåtet att kontrollera mekaniska egenskaper med oförstörande metoder.
(Ändrad utgåva, ändringsförslag nr 3, 6).
4.2. Inspektion av rörytan utförs visuellt.
4.3. Hydraulisk testning utförs i enlighet med GOST 3845 med hållning under testtryck i minst 5 s.
4.4. Böjtestet utförs i enlighet med GOST 3728. Galvaniserade rör testas före beläggning.
(Ändrad utgåva, ändringsförslag nr 3).
4.4a. Expansionstestet utförs i enlighet med GOST 8694 på en avsmalnande dorn med en konvinkel på 6 ° .
Det är tillåtet att testa på en dorn med en konvinkel på 30 ° .
(Ändrad utgåva, ändringsförslag nr 3, 4).
4.4b. Tillplattningstestet utförs i enlighet med GOST 8695.
(Ändrad utgåva, ändringsförslag nr 3).
4,4c. Kontrollen av svetsfogen utförs med oförstörande metoder i enlighet med normativ och teknisk dokumentation.
(Införs dessutom, ändringsförslag nr 3).
4.5. Tjockleken på zinkbeläggningen på den yttre ytan och på tillgängliga platser på den inre ytan kontrolleras i enlighet med GOST 9.301 och GOST 9.302, såväl som med enheter av MT-41NTs, MTZON eller "Impuls" typ av reglerande och tekniska dokumentation.
4.6. Gängan kontrolleras med gängade ringmätare i enlighet med GOST 2533 (tredje klass av noggrannhet).
I det här fallet bör skruvkapaciteten för den icke-borrade ringmätaren på gängan inte vara mer än tre varv.
(Ändrad utgåva, ändringsförslag nr 3, 4).
4.7. Rörens krökning styrs med en rak kant enligt GOST 8026 och en uppsättning sonder enligt ND.
(Ändrad utgåva, ändringsförslag nr 3, 5).
4.8. Rätt vinkel på rörens ändar styrs med en kvadrat 90 ° storlek 160´ 100 mm klass 3 GOST 3749, plattsonder set 4 enligt ND eller goniometer
(Ändrad upplaga, ändringsförslag nr 3, 4, 5, 6).
4.10. Svetskontroll utförs med oförstörande metoder enligt teknisk dokumentation.
(Införs dessutom, ändringsförslag 4).
5. MÄRKNING, FÖRPACKNING, TRANSPORT OCH FÖRVARING
5.1. Märkning, förpackning, transport och lagring utförs i enlighet med GOST 10692 med tillägget.
5.1.1. Rörgängan måste skyddas mot mekanisk skada och korrosion med fett enligt normativ och teknisk dokumentation.
Sec. 5. (Ändrad utgåva, ändringsförslag nr 3).
INFORMATIONSDATA
1. UTVECKLAD OCH INTRODUCERAD av ministeriet för järnmetallurgi i Sovjetunionen 4.4
7. Återtryckt med ändringsförslag nr 1, 2, 3, 4, 5, 6, godkända i november 1977, december 1978, januari 1987, maj 1988, november 1989, november 1991 (IUS 1 -78.2-79, 4-87, 8-88, 2-90, 2-92)
Vatten- och gasrör av stål är en representant för de mest efterfrågade högkvalitativa typerna av valsad metall i modern konstruktion, som är extremt multifunktionell, pålitlig och hållbar. De är huvudsakligen gjorda av austenitiska, komplext legerade typer av krom-nickelstål, vilket ger produkten ett antal användbara egenskaper:
- utmärkt indikator på motståndskraft mot korrosion;
- förmågan att arbeta i en aggressiv miljö;
- motstånd mot mekanisk skada och vibrationer;
- hög grad av plasticitet;
- brett utbud av tål temperaturer;
- lång drifttid.
Vatten- och gasrör av stål används aktivt inom gruvindustrin, området för kommunikationslösningar (avloppsnät, gas- och vattenledningar, läggning av jordkablar), industriell konstruktion, jordbruksindustrin och maskinteknik.
Vatten- och gasrör i stål: pris per meter
Kostnaden för ett vatten- och gasrör av stål kan variera mellan 55-1490 rubel per meter, vilket direkt beror på produktens genomströmningsdiameter, väggtjocklek, längd på den färdiga produkten, dess klass, typ av valsade produkter, stålkvaliteter som används och närvaron av en elektropläterad beläggning.
Alla VGP-rör är klassificerade enligt följande egenskaper.
Enligt noggrannheten hos slutprodukten:
- standard noggrannhet;
- ökad noggrannhet.
Efter tillståndet för ytskiktet:
- med användning av galvanisering - "C";
- utan användning av galvanisering.
Genom närvaron av en tråd:
- trådlös;
- med en cylindrisk skuren tråd - "P";
- med cylindrisk rullad tråd - "H".
Efter trådtyp:
- lång tråd - "D";
- kort tråd.
När det gäller väggtjocklek:
- ljus typ;
- standardtyp;
- förstärkt typ.
När det gäller längd:
- uppmätt längd;
- flera längder;
- off-gauge längd.
Svetsade stålrör för vatten- och gasförsörjning
Produktionsstandarderna för stålsvetsade vatten- och gasrör regleras av GOST 3262-75. Denna undergrupp omfattar både galvaniserade och icke-galvaniserade rör, som används för implementering av vatten- och gasledningar, för delar av byggnadskonstruktioner och värmeförsörjningssystem. Alla VGP-rör är elsvetsade (med förstärkt söm) och tillverkas enligt DN-indikatorn (nominellt hål) och enligt väggtjockleksindikatorn.
Företaget GlavMosMetall inbjuder alla konsumenter att köpa grossist- och detaljhandel av stålvatten- och gasrör till de mest lojala priserna i Moskva. Produkter finns tillgängliga från alla stålkvaliteter, av alla typer och klasser, med olika genomströmningsdiametrar, väggtjocklekar, gängade och gängade. Det är också möjligt på kundens begäran produktion av stålvatten- och gasrör valfri storlek och diameter, i enlighet med de erforderliga specifikationerna. Alla produkter kan också beläggas med en skyddande zinkbeläggning. Alla produkter släpps både kontant och via banköverföring.
I det senaste förflutna stålrör VGP (vatten- och gasledning) var ett obligatoriskt attribut för byggandet av nästan vilken anläggning som helst. Och även nu, när ett otroligt utbud av rör för alla ändamål presenteras på marknaden, ger vattentrycksrör inte upp sina positioner och används för de flesta vatten-, gas- och värmesystem.
Dessa är praktiskt taget oersättliga produkter för all kommunikation.
Funktioner hos VGP-rör
I detta fall kan den totala erövringen av alla byggsektorer av VGP-rör lätt förklaras. Faktum är att i många områden (som ett exempel - ett öppet spår), oavsett hur du vill ha det, är installationen av rör från andra material helt enkelt omöjlig.
Även rör av polyeten och metall-plast, som är mycket populära nu, är inte lämpliga för alla fall.
De Tekniska Villkoren ställer stränga krav enligt vilka rörledningen för gasbehov aldrig kommer att utföras med hjälp av plaströr, oavsett hur goda deras prestandaegenskaper är.
Därför kan du vara säker på att stål under mycket lång tid i gasindustrin kommer att vara ett oumbärligt material för tillverkning av rör.

VGP-rör av stål: tillverkningsteknik
Materialet som stål VGP-röret är tillverkat av är kolstål.
Produktionstekniken är som följer:
- Under deras produktion förbereds och formas speciella metallämnen (de kallas även remsor).
- Därefter görs en söm genom elektrisk svetsning, varefter VGP-röret kan anses vara färdigt.
Huvuddokumentet som reglerar den normativa kvaliteten på tillverkade produkter av VGP-rör är GOST 3262-75.
Undersökning av sömmen med röntgenmetoder är en obligatorisk procedur vid kontroll av rörkvaliteten, eftersom det är platsen där sömmen svetsas som är punkten för ökad risk i VGP-röret. Förekomsten av en svetsad söm kan dock inte tillskrivas produktens nackdelar.
Livslängden för ett sådant rör tillverkat av GOST 3262-75 stål påverkas till stor del av driftsförhållandena.
Säkerheten under drift beror på vilket ämne som rör sig i röret, gasen eller vattnet, deras kemiska aktivitet, påverkan av yttre faktorer.

Huvudegenskaper hos VGP-rör
Vi kommer inte att överväga alla möjliga nyanser av dessa produkter, de krävs ofta inte av en vanlig konsument. Låt oss uppehålla oss vid de mest grundläggande operativa egenskaperna hos VGP-rör, som du behöver veta för att arbeta med dem.
Vanligtvis kan sådan kunskap behövas i de fall det krävs att utföra eventuell småskalig reparation av värmeledningar på egen hand eller att bedriva vattenförsörjning på egen hand.
Klassificering av VHP-rör
GOST 3262-75 definierar sortimentet av VGP-rör gjorda av stål.
Enligt materialet, tillverkningsmetoden och metoden för bearbetning av VGP-rör klassificeras de enligt följande princip:
- galvaniserad;
- stålrör VGP (svarta), ej galvaniserade.
Förutom de listade parametrarna, vid tillverkning av rör, beaktas även vissa dimensioner av VGP-röret: det nominella hålet (betecknat som DU) och väggtjockleken. Diametrarna på VGP-rör och andra parametrar måste exakt motsvara GOST.
Det finns två typer av beredskap med vilken den färdiga produkten lämnar transportören:
- med trådar i båda ändar, gjorda genom räffling eller skärning;
- utan tråd.

VGP-rördiametrar är förknippade med deras beteckning i tum. Till exempel betyder ett VGP-rör med en DN 15-parameter att du har ett "halvtums"-rör framför dig och DN 25 - ett "tum".
Följaktligen betecknar röret DN 20, DN 32, DN 40 och DN 50 tre fjärdedelar av en tum, en tum och en fjärdedel, en och en halv tum respektive två tum. Beteckningen av rör i millimeter förenklar något valet av rör med önskad diameter.
Noggrannhetsgrupper av VGP-rör
VGP-rör tillverkas i följande noggrannhetsgrupper:
- Konventionella vatten- och gasrör av precisionsstål... Vid tillverkningen är den kemiska sammansättningen och de mekaniska egenskaperna inte standardiserade. Produkter av vanlig precision används för att lägga VVS-system, värme- och gassystem för hushållsbruk.
- Vatten- och gasrör i stål med hög precision... Dessa inkluderar galvaniserade stålrör. Sådana produkter används för tillverkning av delar som ingår i det globala rörledningssystemet.
Standardisering av VGP-rör
Vatten- och gasrör gjorda av stål av tillverkare är som regel gjorda av följande längd:
- 4-12 meter;
- flera uppmätta längder;
- off-gauge längd (som är inom mätaren).
Kostnaden för sådana rör sätts inte baserat på produktens längd, utan på dess vikt. Vikten på ett galvaniserat stål VGP-rör skiljer sig från vikten på vanliga med 3 % uppåt.
För tillverkning av VGP-rör med hög precision av stål används stål i enlighet med GOST 1050, och deras sammansättning och mekaniska egenskaper är inte föremål för standardisering.
Strukturer för tillverkning av delar. VGP-rör av stål tillverkas genom elektrisk svetsning, och en förstärkt söm används.
Det svarta VGP-röret, beroende på väggtjockleken, är uppdelat i följande typer:
- lungor;
- förstärkt;
- vanlig.
GOST 3262-75 standardiserar väggtjockleken för dessa produkter. Även i denna gäst, i tabellform, presenteras parametrar som ytterdiametern på VGP-rören, nominellt hål, vikt och väggtjocklek.
Rören är konstruerade för att arbeta vid ett hydrauliskt tryck på 25 kgf / cm2 för lätta rör och 32 kgf / cm2 för förstärkta.
Om konsumenten önskar kan en gänga appliceras i båda ändarna i vanliga rör, såväl som i förstärkta VGP-rör, vars nominella hål är mer än 10 millimeter.
Tråden kan skäras lång eller kort. Galvaniserade rör VGP levereras med kopplingar och gängor, och utan dem.
Standarder för elektriskt svetsade VGP-rör och funktioner för deras installation
Elektriskt svetsade rör, som regleras av GOST 10705-80, såväl som GOST 10704-91, används för en mängd olika strukturer och rörledningar. Här, i produktion, är stålsorterna 20, 10, 3SP, 3PS tillämpliga. Möjligheten att tillverka värmebehandlade och icke värmebehandlade rör är möjlig.
Ouppmätt längd är från 4 till 11 meter, och uppmätt - från 9 till 11,7 meter.

Dimensionerna på VGP-rören bestäms av deras längd och diameter.
Enligt den överenskommelse som träffats med konsumenten om ett specifikt parti rör kan dimensionerna på VGP-röret avvika:
- 5 % avvikelse kan tillåtas för VGP-rör med en längd på 1,5-4 meter.
- När de tillverkas med räffling kan galvaniserade rör minskas i diameter med upp till 10 % över hela området där det är placerat.
- Vikten på VGP-röret beräknas vid en ståldensitet på 7, 85 g / cm3. Samtidigt väger galvaniserade rör 3% mer än icke galvaniserade.
Det finns två traditionella sätt installation av vatten- och gasrör av stål:
- installation med hjälp av en elektrisk svetsanslutning av rör till varandra;
- installation och anslutning av rör utförs med hjälp av kopplingar och annan utrustning.
Trots den mycket utbredda förekomsten av polymerrör bland konsumenter kan vi med säkerhet säga att VGP-stålröret, på grund av dess många positiva sidor och högkvalitativa operativa egenskaper kommer inte att ge upp sina positioner under lång tid och kommer att användas under lång tid.
VATTEN OCH GASRÖR AV STÅL
GOST 3262-75
Tekniska förhållanden
Specifikationer för vattenförsörjning och gasförsörjning
Datum för introduktion: 01.01.77
Denna standard gäller för icke-galvaniserade och galvaniserade stålsvetsade rör med gängade eller valsade cylindriska gängor och utan gängor som används för vatten- och gasledningar, värmesystem, samt för delar av VVS och gasledningar.
1. VARIET
1.1. Rör tillverkas enligt de mått och vikt som anges i tabellen. ett.
På konsumentens begäran tillverkas rör av en lätt serie avsedda för trådrullning enligt de mått och vikt som anges i Tabell 2.
1.2. Rörets längd är gjord från 4 till 12 m:
a) uppmätta eller flera uppmätta längder med ett tillägg för varje snitt på 5 mm och en maximal avvikelse för hela längden plus 10 mm;
b) omättad längd.
Enligt överenskommelse mellan tillverkaren och konsumenten är upp till 5 % av rören med en längd på 1,5 till 4 m tillåtna i en sats av rör med avståndsmått.
bord 1
| Villkorligt pass | Ytterdiameter | Rörväggtjocklek | Vikt 1 m rör, kg | ||||
|---|---|---|---|---|---|---|---|
| lungorna | vanlig | förstärkt | lungorna | vanlig | förstärkt | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,10 | - | - |
| 15 | 1,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Tabell 2
Anmärkningar:
1. För en tråd gjord med räfflade metoden, på ett rör är det tillåtet att minska dess innerdiameter med upp till 10 % längs hela gängans längd.
2. Massan av 1 m rör beräknas vid en densitet av stål lika med 7,85 g / cm 3. Galvaniserade rör är 3 % tyngre än icke galvaniserade rör.
(Ändrad utgåva, ändringsförslag nr 1, 3)
1.3. Gränsavvikelser i rördimensioner bör inte överstiga de som anges i tabellen. 3.
Tabell 3
Anmärkningar:
1. Den maximala avvikelsen till plussidan i väggtjockleken begränsas av de maximala avvikelserna i rörens massa.
2. Rör med normal tillverkningsnoggrannhet används för vattenledningar, gasledningar och värmesystem. Rör med ökad tillverkningsnoggrannhet används för delar av vattenförsörjnings- och gasförsörjningsstrukturer.
1.4. Maximala avvikelser i rörvikt bör inte överstiga + 8 %.
På konsumentens begäran bör de maximala viktavvikelserna inte överstiga:
7,5% - för partiet;
10% - för ett separat rör.
(Ändrad utgåva, ändringsförslag nr 2, 5).
1.5. Krökningen av rör för 1 m längd bör inte överstiga:
2 mm - med nominellt hål upp till 20 mm inklusive;
1,5 mm - med ett nominellt hål över 20 mm.
1.6. Rörgängorna kan vara långa eller korta. Kraven för tråden måste motsvara de som anges i tabellen. 4.
Tabell 4
| Nominellt hål, mm | Antal trådar vid villkorlig passage | Gänglängd att löpa, mm | |
|---|---|---|---|
| lång | kort | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 14 | 14 | 9,0 |
| 20 | 14 | 16 | 10,5 |
| 25 | 11 | 18 | 11,0 |
| 32 | 11 | 20 | 13,0 |
| 40 | 11 | 22 | 15,0 |
| 50 | 11 | 24 | 17,0 |
| 65 | 11 | 27 | 19,5 |
| 80 | 11 | 30 | 22,0 |
| 90 | 11 | 33 | 26,0 |
| 100 | 11 | 36 | 30,0 |
| 125 | 11 | 38 | 33,0 |
| 150 | 11 | 42 | 36,0 |
1.7. Rör med ett nominellt hål på 6, 8, 10, 15 och 20 mm lindas till spolar på konsumentens begäran.
Legend exempel
Vanligt rör, icke-galvaniserat, med normal tillverkningsnoggrannhet, off-gauge längd, med ett nominellt hål på 20 mm, väggtjocklek 2,8 mm, utan gänga och utan koppling:
Rör 20 × 2,8 GOST 3262-75
Samma sak med kopplingen:
Rör М-20 × 2,8 GOST 3262-75
Samma, uppmätta längd, med tråd:
Rör Р-20 × 2,8 - 4000 GOST 3262-75
Detsamma, med zinkbeläggning, omättad längd, med gänga:
Pipe Ts-R-20 × 2,8 GOST 3262-75
Detsamma, med en zinkbeläggning, uppmätt längd, med en tråd:
Pipe Ts-R-20 × 2,8 - 4000 GOST 3262-75
För rör för trådrullning anges bokstaven H i symbolen efter ordet "rör".
För rör med lång gänga anges bokstaven D. i symbolen efter ordet "rör".
För rör med ökad tillverkningsnoggrannhet i symbolen efter storleken villkorligt pass bokstaven P. anges.
(Ändrad utgåva, ändringsförslag nr 1).
2. TEKNISKA KRAV
2.1. Rör tillverkas i enlighet med kraven i denna standard och enligt de tekniska föreskrifter som godkänts på föreskrivet sätt, av stål med och utan standardisering av mekaniska egenskaper och kemisk sammansättning.
Rör för delar av vatten- och gasförsörjningskonstruktioner är gjorda av stål enl.
2.2. På konsumentens begäran, vid ändarna av rör som ska svetsas, med en väggtjocklek på 5 mm eller mer, måste avfasningar göras i en vinkel på 35-40 ° mot änden av röret. I detta fall bör en ändring med en bredd på 1 - 3 mm lämnas.
På konsumentens begäran, på vanliga och förstärkta rör med ett nominellt hål på mer än 10 mm, appliceras gängan på båda ändarna av röret.
2.1; 2.2. (Ändrad utgåva, ändringsförslag nr 3, 4).
2.3. På begäran av konsumenten kompletteras rören med kopplingar gjorda enligt, och med en koppling för varje rör.
(Ändrad utgåva, ändringsförslag nr 3).
2.4. Sprickor, fångenskap, svullnad och solnedgångar är inte tillåtna på rörytan.
Ingen delaminering tillåts i ändarna av rören.
Separata bucklor, krusningar, risker, spår av avskalning och andra defekter som orsakas av produktionsmetoden är tillåtna, om de inte tar bort väggtjockleken utöver minimimåtten, samt ett lager av skala som inte stör inspektionen.
På rör tillverkade genom ugnssvetsning är det tillåtet att minska ytterdiametern till 0,5 mm i stället för sömmen om det finns en ytlig förtjockning på denna plats på högst 1,0 mm längs innerdiametern.
(Ändrad utgåva, ändringsförslag nr 3, 4).
2.5. På konsumentens begäran, på rör med ett nominellt hål på 20 mm eller mer, på den inre ytan av rörsömmen, måste graderna skäras eller tillplattas, medan gradens höjd eller dess spår inte får överstiga 0,5 mm .
På konsumentens begäran, på rör med ett nominellt hål på mer än 15 mm, gjorda genom ugnssvetsning och med metoden för varmreduktion, tillåts en försiktig förtjockning med en höjd av högst 0,5 mm på den inre ytan av rören i sömzonen.
(Ändrad utgåva, ändringsförslag nr 2, 3, 4, 5, 6).
2.6. Ändarna på rören måste kapas i rät vinkel. Storleken på bakens avfasning är tillåten inte mer än 2 °. Gradrester bör inte överstiga 0,5 mm. Vid borttagning av grader tillåts bildandet av trubbighet (rundning) av ändarna. Kapning av rör i kvarnledningen är tillåten.
Enligt överenskommelse mellan tillverkaren och konsumenten är grader upp till 1 mm tillåtna på rör med ett nominellt hål på 6-25 mm, gjorda genom ugnssvetsning.
(Ändrad utgåva, ändringsförslag nr 4, 6).
2.7. Galvaniserade rör ska ha en kontinuerlig zinkbeläggning över hela ytan med en tjocklek på minst 30 mikron. Frånvaron av zinkbeläggning på rörens ändar och gängor är tillåten.
På ytan av galvaniserade rör, blåsor och främmande inneslutningar (hård zink, oxider, sintrad laddning), är det inte tillåtet att skala beläggningen från basmetallen.
Separata flusspunkter och spår av rörgrepp av lyftanordningar, grovhet och lätt lokalt inflöde av zink är tillåtna.
Det är tillåtet att korrigera enskilda icke-galvaniserade sektioner med 0,5 % av rörets yttre yta.
(Ändrad utgåva, ändringsförslag nr 3, 4).
2.8. Rören måste klara det hydrauliska trycket:
2,4 MPa (25 kgf / cm 2) - rör, vanliga och lätta;
3,1 MPa (32 kgf / cm 2) - förstärkta rör.
På konsumentens begäran måste rören tåla ett hydrauliskt tryck på 4,9 MPa (50 kgf / cm 2)
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.9. Rör med ett nominellt hål på upp till 40 mm måste klara böjprovet runt en dorn med en radie lika med 2,5 av ytterdiametern och med en nominell hål på 50 mm på en dorn med en radie lika med 3,5 av den yttre diametern diameter.
På konsumentens begäran måste rören klara expansionstestet:
för rör med nominellt hål från 15 till 50 mm - inte mindre än 7%;
för rör med ett nominellt hål på 65 och mer - minst 4%.
På konsumentens begäran ska rör klara tillplattad provning upp till ett avstånd mellan tillplattade ytor som motsvarar 2/3 av rörens ytterdiameter.
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.10. På begäran av konsumenten måste de mekaniska egenskaperna hos rör för delar av vattenförsörjning och gasförsörjningsstrukturer överensstämma.
2.11. Rörgängan ska vara ren, fri från skavanker och grader och motsvara noggrannhetsklass B.
Rör med cylindrisk gänga används för montering med tätningar.
2.10; 2.11. (Ändrad utgåva, ändringsförslag nr 3, 4).
2.12. I stället för sömmen är svärta på trådarna tillåten om minskningen av den normala höjden på trådprofilen inte överstiger 15% och på konsumentens begäran inte överstiger 10%.
Trådar med avskalad (för kapad) eller ofullständig (för rullad) tråd är tillåtna på tråden, förutsatt att deras totala längd inte överstiger 10 % av den erforderliga trådlängden och på konsumentens begäran inte överstiger 5 %.
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.13. Tillåts på tråden för att minska den användbara längden på tråden (utan rinnande) upp till 15 % jämfört med vad som anges i tabellen. 4, och på begäran av konsumenten upp till 10%.
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.14. Gängning på galvaniserade rör utförs efter galvanisering.
2.15. (Utgår, ändringsförslag nr 3).
2.16. På begäran av konsumenten utsätts rörsvetsar för oförstörande provning.
(Ändrad utgåva, ändringsförslag nr 5).
3. REGLER FÖR ACCEPT
3.1. Rör accepteras i omgångar. Ett parti ska bestå av rör av samma storlek, av samma märke och åtföljas av ett kvalitetsdokument enligt tillägget för rör avsedda för tillverkning av delar till vatten- och gasledningar, av stål enligt: kemisk sammansättning och mekaniska egenskaper hos stål i enlighet med företagets kvalitetsdokument - tillverkaren av ämnet.
Massan av partiet är inte mer än 60 ton.
(Ändrad utgåva, ändringsförslag nr 3, 4).
VATTEN OCH GASRÖR AV STÅL
Tekniskbetingelser
GOST 3262-75
Introduktionsdatum 01.01.77
Denna standard gäller för icke-galvaniserade och galvaniserade stålsvetsade rör med gängade eller valsade cylindriska gängor och utan gängor som används för vatten- och gasledningar, värmesystem, samt för delar av VVS och gasledningar.
1. VARIET
1.1. Rör tillverkas enligt de mått och vikt som anges i tabellen. ett.
På begäran av konsumenten tillverkas rör av en lätt serie avsedda för trådrullning enligt de dimensioner och vikt som anges i tabellen. 2.
1.2. Rörets längd är gjord från 4 till 12 m:
a) uppmätta eller flera uppmätta längder med ett tillägg för varje snitt på 5 mm och en maximal avvikelse för hela längden plus 10 mm;
b) omättad längd.
Enligt överenskommelse mellan tillverkaren och konsumenten är upp till 5 % av rören med en längd på 1,5 till 4 m tillåtna i en sats av rör med avståndsmått.
bord 1
| Villkorligt pass | Ytterdiameter | Rörväggtjocklek | Vikt 1 m rör, kg | ||||
| lungorna | vanlig | förstärkt | lungorna | vanlig | förstärkt | ||
| 6 | 10,2 | 1,8 | 2 | 2,5 | 0,37 | 0,4 | 0,47 |
| 8 | 13,5 | 2 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17 | 2 | 2,2 | 2,8 | 0,74 | 0,8 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,1 | - | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4 | 2,73 | 3,09 | 3,78 |
| 40 | 48 | 3 | 3,5 | 4 | 3,33 | 3,84 | 4,34 |
| 50 | 60 | 3 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4 | 4,5 | 8,44 | 9,6 | 10,74 |
| 100 | 114 | 4 | 4,5 | 5 | 10,85 | 12,15 | 13,44 |
| 125 | 140 | 4 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165 | 4 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Tabell 2
| Villkorligt pass | Ytterdiameter | vägg tjocklek | Vikt 1 m rör, kg |
| 10 | 16 | 2 | 0,69 |
| 15 | 20 | 2,5 | 1,08 |
| 20 | 26 | 2,5 | 1,45 |
| 25 | 32 | 2,8 | 2,02 |
| 32 | 41 | 2,8 | 2,64 |
| 40 | 47 | 3 | 3,26 |
| 50 | 59 | 3 | 4,14 |
| 65 | 74 | 3,2 | 5,59 |
Anmärkningar:
1. För en tråd gjord med räfflade metoden, på ett rör är det tillåtet att minska dess innerdiameter med upp till 10 % längs hela gängans längd.
2. Massan av 1 m rör beräknas vid en densitet av stål lika med 7,85 g / cm 3. Galvaniserade rör är 3 % tyngre än icke galvaniserade rör.
(Ändrad utgåva, ändringsförslag nr 1, 3)
1.3. Gränsavvikelser i rördimensioner bör inte överstiga de som anges i tabellen. 3.
Tabell 3
Anmärkningar:
1. Den maximala avvikelsen till plussidan i väggtjockleken begränsas av de maximala avvikelserna i rörens massa.
2. Rör med normal tillverkningsnoggrannhet används för vattenledningar, gasledningar och värmesystem. Rör med ökad tillverkningsnoggrannhet används för delar av vattenförsörjnings- och gasförsörjningsstrukturer.
1.4. Maximala avvikelser i rörvikt bör inte överstiga + 8 %.
På konsumentens begäran bör de maximala viktavvikelserna inte överstiga:
7,5% - för partiet;
10% - för ett separat rör.
(Ändrad utgåva, ändringsförslag nr 2, 5).
1.5. Krökningen av rör för 1 m längd bör inte överstiga:
2 mm - med nominellt hål upp till 20 mm inklusive;
1,5 mm - med ett nominellt hål över 20 mm.
1.6. Rörgängorna kan vara långa eller korta. Kraven för tråden måste motsvara de som anges i tabellen. 4.
Tabell 4
| Nominellt hål, mm | Trådlängd att köra | Nominellt hål, mm | Antal strömlösa vid nominell storlek | Trådlängd att köra | |||
| lång | kort | lång | kort | ||||
| 6 | - | - | - | 50 | 11 | 24 | 17,0 |
| 8 | - | - | - | 65 | 11 | 27 | 19,5 |
| 10 | - | - | - | 80 | 11 | 30 | 22,0 |
| 15 | 14 | 14 | 9,0 | 90 | 11 | 33 | 26,0 |
| 20 | 14 | 16 | 10,5 | 100 | 11 | 36 | 30,0 |
| 25 | 11 | 18 | 11,0 | 125 | 11 | 38 | 33,0 |
| 32 | 11 | 20 | 13,0 | 150 | 11 | 42 | 36,0 |
| 40 | 11 | 22 | 15,0 | ||||
1.7. Rör med ett nominellt hål på 6, 8, 10, 15 och 20 mm lindas till spolar på konsumentens begäran.
Legend exempel
Vanligt rör, icke-galvaniserat, med normal tillverkningsnoggrannhet, off-gauge längd, med ett nominellt hål på 20 mm, väggtjocklek 2,8 mm, utan gänga och utan koppling:
Rör 20 X 2.8 GOST 3262-75
Samma sak med kopplingen:
Rör M-20 X 2.8 GOST 3262-75
Samma, uppmätta längd, med tråd:
Rör R-20 X 2,8 - 4000 GOST 3262-75
Detsamma, med zinkbeläggning, omättad längd, med gänga:
Rör Ts-R-20 X 2.8 GOST 3262-75
Detsamma, med en zinkbeläggning, uppmätt längd, med en tråd:
Rör Ts-R-20 X 2,8 - 4000 GOST 3262-75
För rör för trådrullning anges bokstaven H i symbolen efter ordet "rör".
För rör med lång gänga anges bokstaven D. i symbolen efter ordet "rör".
För rör med ökad tillverkningsnoggrannhet anges bokstaven P. i symbolen efter storleken på det nominella hålet.
(Ändrad utgåva, ändringsförslag nr 1).
2. TEKNISKA KRAV
2.1. Rör tillverkas i enlighet med kraven i denna standard och enligt de tekniska föreskrifter som godkänts på föreskrivet sätt, av stål i enlighet med GOST 380-88 och GOST 1050-88 utan standardisering av mekaniska egenskaper och kemisk sammansättning.
Rör för delar av vattenförsörjning och gasförsörjningsstrukturer är gjorda av stål i enlighet med GOST 1050-88.
2.2. På konsumentens begäran, vid ändarna av rör som ska svetsas, med en väggtjocklek på 5 mm eller mer, måste avfasningar göras i en vinkel på 35-40 ° mot änden av röret. I detta fall bör en ändring med en bredd på 1 - 3 mm lämnas.
På konsumentens begäran, på vanliga och förstärkta rör med ett nominellt hål på mer än 10 mm, appliceras gängan på båda ändarna av röret.
2,1; 2.2. (Ändrad utgåva, ändringsförslag nr 3, 4).
2.3. På konsumentens begäran kompletteras rören med kopplingar gjorda i enlighet med GOST 8944-75, GOST 8954-75, GOST 8965-75 och GOST 8966-75 med en hastighet av en koppling för varje rör.
(Ändrad utgåva, ändringsförslag nr 3).
2.4. Sprickor, fångenskap, svullnad och solnedgångar är inte tillåtna på rörytan.
Ingen delaminering tillåts i ändarna av rören.
Separata bucklor, ribianer, risker, spår av rengöring och andra defekter som orsakas av produktionsmetoden är tillåtna, om de inte tar väggtjockleken utöver minimimåtten, samt ett lager av skala som inte stör inspektionen.
På rör tillverkade genom ugnssvetsning är det tillåtet att minska ytterdiametern till 0,5 mm i stället för sömmen om det finns en ytlig förtjockning på denna plats på högst 1,0 mm längs innerdiametern.
(Ändrad utgåva, ändringsförslag nr 3, 4).
2.5. På konsumentens begäran, på rör med ett nominellt hål på 20 mm eller mer, på den inre ytan av rörsömmen, måste graderna skäras eller tillplattas, medan gradens höjd eller dess spår inte får överstiga 0,5 mm .
På konsumentens begäran, på rör med ett nominellt hål på mer än 15 mm, gjorda genom ugnssvetsning och med metoden för varmreduktion, tillåts en försiktig förtjockning med en höjd av högst 0,5 mm på den inre ytan av rören i sömzonen.
(Ändrad utgåva, ändringsförslag nr 2, 3, 4, 5, 6).
2.6. Ändarna på rören måste kapas i rät vinkel. Storleken på bakens avfasning är tillåten inte mer än 2 °. Gradrester bör inte överstiga 0,5 mm. Vid borttagning av grader tillåts bildandet av trubbighet (rundning) av ändarna. Kapning av rör i kvarnledningen är tillåten.
Enligt överenskommelse mellan tillverkaren och konsumenten är grader upp till 1 mm tillåtna på rör med ett nominellt hål på 6-25 mm, gjorda genom ugnssvetsning.
(Ändrad utgåva, ändringsförslag nr 4, 6).
2.7. Galvaniserade rör ska ha en kontinuerlig zinkbeläggning över hela ytan med en tjocklek på minst 30 mikron. Frånvaron av zinkbeläggning på rörens ändar och gängor är tillåten.
På ytan av galvaniserade rör, blåsor och främmande inneslutningar (hård zink, oxider, sintrad laddning), är det inte tillåtet att skala beläggningen från basmetallen.
Separata flusspunkter och spår av rörgrepp av lyftanordningar, grovhet och lätt lokalt inflöde av zink är tillåtna.
Det är tillåtet att korrigera enskilda icke-galvaniserade sektioner med 0,5% av rörets yttre yta i enlighet med GOST 9.307-89.
(Ändrad utgåva, ändringsförslag nr 3, 4).
2.8. Rören måste klara det hydrauliska trycket:
2,4 MPa (25 kgf / cm 2) - rör, vanliga och lätta;
3,1 MPa (32 kgf / cm 2) - förstärkta rör.
På konsumentens begäran måste rören tåla ett hydrauliskt tryck på 4,9 MPa (50 kgf / cm 2)
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.9. Rör med ett nominellt hål på upp till 40 mm måste klara böjprovet runt en dorn med en radie lika med 2,5 av ytterdiametern och med en nominell hål på 50 mm på en dorn med en radie lika med 3,5 av den yttre diametern diameter.
På konsumentens begäran måste rören klara expansionstestet:
för rör med nominellt hål från 15 till 50 mm - inte mindre än 7%;
för rör med ett nominellt hål på 65 och mer - minst 4%.
På konsumentens begäran ska rör klara tillplattad provning upp till ett avstånd mellan tillplattade ytor som motsvarar 2/3 av rörens ytterdiameter.
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.10. På begäran av konsumenten måste de mekaniska egenskaperna hos rör för delar av vatten- och gasledningar överensstämma med GOST 1050-88.
2.11. Rörgängan måste vara ren, utan defekter och grader och överensstämma med GOST 6357-81, noggrannhetsklass B.
Rör med cylindrisk gänga används för montering med tätningar.
2,10; 2.11. (Ändrad utgåva, ändringsförslag nr 3, 4).
2.12. I stället för sömmen är svärta på trådarna tillåten om minskningen av den normala höjden på trådprofilen inte överstiger 15% och på konsumentens begäran inte överstiger 10%.
Trådar med avskalad (för kapad) eller ofullständig (för rullad) tråd är tillåtna på tråden, förutsatt att deras totala längd inte överstiger 10 % av den erforderliga trådlängden och på konsumentens begäran inte överstiger 5 %.
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.13. Tillåts på tråden för att minska den användbara längden på tråden (utan rinnande) upp till 15 % jämfört med vad som anges i tabellen. 4, och på begäran av konsumenten upp till 10%.
(Ändrad utgåva, ändringsförslag nr 2, 3, 5).
2.14. Gängning på galvaniserade rör utförs efter galvanisering.
2.15. (Utgår, ändringsförslag nr 3).
2.16. På begäran av konsumenten utsätts rörsvetsar för oförstörande provning.
(Ändrad utgåva, ändringsförslag nr 5).
3. REGLER FÖR ACCEPT
3.1. Rör accepteras i omgångar. Partiet måste bestå av rör av samma storlek, av samma märke och åtföljas av ett kvalitetsdokument i enlighet med GOST 10692-80 med tillägg för rör avsedda för tillverkning av delar av vattenförsörjning och gasledningar, gjorda av stål i enlighet med GOST 1050-88: kemisk sammansättning och mekaniska egenskaper stål i enlighet med dokumentet om kvaliteten på tillverkaren av ämnet.
Massan av partiet är inte mer än 60 ton.
(Ändrad utgåva, ändringsförslag nr 3, 4).
3.2. Yta, dimensioner och krökning kontrolleras för varje rör i partiet.
Det är tillåtet att tillämpa statistiska kontrollmetoder i enlighet med GOST 18242-72 med en normal nivå. Kontrollplaner upprättas efter överenskommelse mellan tillverkaren och konsumenten.
Kontroll av rörens ytterdiameter utförs på ett avstånd av minst 15 mm från rörets ände.
(Ändrad utgåva, ändringsförslag nr 3, 4, 5).
3.3. För att kontrollera gängans parametrar, för testning av expansion, tillplattadhet, böjning, höjden på den inre graden, resterna av grader, rät vinkel och vinkeln på fasningen (för rör med fasade kanter), mekaniska egenskaper, ta högst 1 %, men inte mindre än två rör från partiet, och för rör tillverkade genom kontinuerlig ugnssvetsning, två rör per sats.
(Ändrad utgåva, ändringsförslag nr 3, 4).
3.4. Alla rör är föremål för viktkontroll.
(Ändrad utgåva, ändringsförslag nr 3).
3.5. Varje rör utsätts för ett hydrauliskt trycktest. Med 100 % kvalitetskontroll av den svetsade sömmen med oförstörande metoder är det tillåtet att inte utföra ett hydrauliskt trycktest. Samtidigt garanteras rörens förmåga att motstå det hydrauliska provtrycket.
(Ändrad utgåva, ändringsförslag nr 6).
3.6. För att kontrollera tjockleken på zinkbeläggningen på den yttre ytan och på tillgängliga ställen på den inre ytan, tas två rör från partiet.
(Ändrad utgåva, ändringsförslag nr 2).
3.7. Vid mottagande av otillfredsställande testresultat för minst en av indikatorerna för det, utförs ett upprepat test på ett fördubblat prov.
Omtestresultaten gäller för hela batchen.
4. TESTMETODER
4.1. För kvalitetskontroll skärs ett prov från varje valt rör för varje typ av test.
Dragprovet utförs i enlighet med GOST 10006-80. Istället för dragprovning är det tillåtet att utföra kontroll av mekaniska egenskaper med oförstörande metoder.
4.2. Inspektion av rörytan utförs visuellt.
4.3. Det hydrauliska testet utförs i enlighet med GOST 3845-75 med hållning under testtryck i minst 5 s.
4.4. Böjtestet utförs i enlighet med GOST 3728-78. Galvaniserade rör testas före beläggning.
(Ändrad utgåva, ändringsförslag nr 3).
4.4a. Expansionstestet utförs i enlighet med GOST 8694-75 på en avsmalnande dorn med en avsmalningsvinkel på 6 °.
Testning på en dorn med en konvinkel på 30° är tillåten.
(Ändrad utgåva, ändringsförslag nr 3, 4).
4.4b. Tillplattad test utförs enligt GOST 8695-75.
(Ändrad utgåva, ändringsförslag nr 3).
4,4c. Kontrollen av den svetsade sömmen utförs med oförstörande metoder enligt den normativa och tekniska dokumentationen.
(Införs dessutom, ändringsförslag nr 3).
4.5. Tjockleken på zinkbeläggningen på den yttre ytan och på tillgängliga ställen på den inre ytan kontrolleras i enlighet med GOST 9.301-86 och GOST 9.302-88, samt med enheter av MT-41NTs, MTZON eller Impulse typ enligt den reglerande och tekniska dokumentationen.
4.6. Gängan kontrolleras med gängade ringmätare i enlighet med GOST 2533-88 (tredje klass av noggrannhet).
I det här fallet bör skruvkapaciteten för den genomgående ringmätaren på gängan inte vara mer än tre varv.
(Ändrad utgåva, ändringsförslag nr 3, 4).
4.7. Rörens krökning styrs med en rak kant i enlighet med GOST 8026-92 och en uppsättning sonder i enlighet med TU 2-034-225-87.
(Ändrad utgåva, ändringsförslag nr 3, 5).
4.8. Rörändarnas räta vinkel styrs med en 90 ° kvadrat med en storlek på 160x100 mm, klass 3 GOST 3749-77, plåtsonder set 4 TU 2-034-225-87 eller en goniometer GOST 5378-88. Fasvinkeln på avfasningen styrs av en goniometer i enlighet med GOST 5378-88.
(Ändrad utgåva, ändringsförslag nr 3, 6).
4.9. Kontroll av ytterdiametern utförs med släta mikrometrar i enlighet med GOST 6507-90, med kaliberklammer i enlighet med GOST 2216-84 eller GOST 18362-73.
Väggtjockleken, höjden på den inre burren och höjden på graderna mäts med en mikrometer i enlighet med GOST 6507-90 eller en väggmätare i enlighet med GOST 11358-89 från båda ändar av röret.
Längden på rören mäts med ett måttband i enlighet med GOST 7502-89. Gängan styrs med mätare i enlighet med GOST 2533-88.
Kontrollen av massan av ett parti rör utförs i en skala av högst 10 ton med ett graderingspris på högst 20 kg.
(Ändrad upplaga, ändringsförslag nr 3, 4, 5, 6).
4.10. Kontrollen av den svetsade sömmen utförs med oförstörande metoder enligt den tekniska dokumentationen.
(Införs dessutom, ändringsförslag 4).
5. MÄRKNING, FÖRPACKNING, TRANSPORT OCH FÖRVARING
5.1. Märkning, förpackning, transport och lagring utförs i enlighet med GOST 10692-80 med tillägget.
5.1.1. Rörgängan måste skyddas mot mekanisk skada och korrosion med ett smörjmedel enligt normativ och teknisk dokumentation.
Sec. 5. (Ändrad utgåva, ändringsförslag nr 3).
INFORMATIONSDATA
1. UTVECKLAD OCH INTRODUCERAD av ministeriet för järnmetallurgi i Sovjetunionen
UTVECKLARE
V. I. Struzhok, Cand. tech. Sciences, V. M. Vorona, Cand. tech. Sciences, Yu. M. Mironov, Cand. tech. Nuk, A.I. Postolova
2. GODKÄNT OCH SÄTT I KRÄFTNING genom dekret från USSR State Committee for Standards daterat 09/11/75 nr 2379
3. Besiktningsfrekvens 5 år
4. BYT GOST 3262-62
5. REFERENS FÖRESKRIFTER OCH TEKNISKA DOKUMENT
| Beteckning på NTD refereras | Artikelnummer |
| GOST 9.301-86 | 4.5 |
| GOST 9.302-88 | 4.5 |
| GOST 9.307-89 | 2.7 |
| GOST 380-88 | 2.1 |
| GOST 1050-88 | 2.1, 2.10, 3.1 |
| GOST 2216-84 | 4.9 |
| GOST 2533-88 | 4.6, 4.9 |
| GOST 3728-78 | 4.4 |
| GOST 3749-77 | 4.8 |
| GOST 3845-75 | 4.3 |
| GOST 5378-88 | 4.8 |
| GOST 6357-81 | 2.11 |
| GOST 6507-90 | 4.9 |
| GOST 7502-89 | 4.9 |
| GOST 8026-92 | 4.7 |
| GOST 8694-75 | 4.4a |
| GOST 8695-75 | 4.4b |
| GOST 8944-75 | 2.3 |
| GOST 8954-75 | 2.3 |
| GOST 8965-75 | 2.3 |
| GOST 8966-75 | 2.3 |
| GOST 10006-80 | 4.1 |
| GOST 10692-80 | 3.1 |
| GOST 11358-89 | 4.9 |
| GOST 18242-72 | 3.2 |
| GOST 18363-73 | 4.9 |
| TU 2-034-225-88 | 4.7, 4.8 |
6. Omtryckt (maj 1994) med ändringar nr 1, 2, 3, 4, 5, 6, godkända i november 1977, december 1978, januari 1987, maj 1988, november 1989. , november 1991 (IUS 1-78, 2 -79, 4-87, 8-88, 2-90, 2-92).







