Erinevate kuumtöötlust vajavate keraamiliste või metalltoodete valmistamisel kasutatakse muhvelahju. Toodete töötlemisel võib kasutada tehases valmistatud mudelit või isevalmistatud muhvelahju, mis järgib kõiki ohutusnõudeid ja eeskirju. Isetehtud muhvelahi peab olema varustatud piisava võimsusega küttekehadega, et teha erinevaid toodete kuumtöötlemisega seotud toiminguid.
Tootmine ja kasutamine
Muhvelahjusid kasutatakse laialdaselt erinevate toodete valmistamisel tööstusettevõtetes, õppeasutustes, remondiettevõtetes ja juveelitöökodades.
Laboratoorseteks uuringuteks kasutatakse Snol muhvelahju, millega tahetakse, röstitakse ja kuumutatakse erinevaid materjale. Cnoliga teostatav materjalide töötlemine võimaldab metallide sulatamist, hambaproteeside valmistamist ja keraamika karastamine.
Cnoli seadmeid toodab Moskva oblastis Solnechnogorskis asuv CJSC Napal. Seadmete loend sisaldab mudeleid töökambri mahuga 3 kuni 40 liitrit ja sisaldab mudeleid:
- pm Cnol 10/10;
- pm Cnol 10/11;
- pm Cnol 6/10;
- pm Cnol 3/10;
- pm Cnol 30/13;
- pm Cnol 40/118;
- pm Cnol 7.2/13.
kambri töötemperatuuriga 1050–1300 °C (olenevalt mudelist). Temperatuurirežiimi reguleerimiseks kasutatakse spetsiaalset termostaati, mis võimaldab kambris temperatuuri muuta. Põlemisproduktide suure moodustumisega seotud tehnoloogiliste toimingute tegemiseks toodetakse spetsiaalne tõmbekapp, millesse asetatakse Cnol muhvelahi.
Tööstusettevõtetes toodetakse erinevaid muhvelahjusid EKPS 50 3U, MIMP-10P, MP-2UM, EMP 12.1 M "Averon".

Keraamiliste toodete tootmisel kasutatakse Naberthemi muhvelahjusid (Saksamaa) enam kui 100 riigis. Valmistatud seadmete loendis on eriline koht keraamika põletamiseks mõeldud mudelitel, mille töökambri maht on 16–2200 liitrit ja küttetemperatuur kuni 1340 ° C:
- Top 16/R+B400 Naberthem ;
- Top 45+B400 Naberthem ;
- Top60L+B400 Naberthem ;
- Top 80+B400 Naberthem ;
- Top 130+B400 Naberthem ;
- Top 160+B400 Naberthem ;
- Top 190+B400 Naberthem ;
- Top 220+B400 Naberthem.
Naberthem pakub laia valikut laboriseadmeid:
- laboratoorsed sulatusmasinad;
- jootmine;
- kamber (kiulise või keraamilise isolatsiooniga);
- linnastu;
- muhvel;
- tuhastamiseks;
- keraamika põletamiseks.
Muhvelahjude tüübid
Ahjude mudelid jagunevad kahe põhiomaduse järgi:
- kasutatud energiaallikas;
- kerekonstruktsioonid.
Muhvelahjud kasutavad kahte peamist energiaallikat:
- elekter;
Oma kätega muhvelahju valmistamisel on kõige soovitavam kütteelemendina kasutada kütteelemente, kuna gaasi kasutamisel tekitavad seadmele esitatavad nõuded ja standardid olulisi montaažiraskusi.
Konstruktsiooniahjud jagunevad järgmisteks osadeks:
- torukujuline;
- vertikaalne;
- kellukesekujuline;
- horisontaalne.
Tooteid saab kuumutada või põletada erinevates keskkondades, sõltuvalt kasutatavast tehnoloogiast:
- gaasilises keskkonnas;
- vaakumis;
- õhus.
Kõige taskukohasem ja lihtsaim variant muhvelahju valmistamiseks on toodete kuumutamine õhus, mis ei nõua lisavarustust ja rahalisi kulutusi.
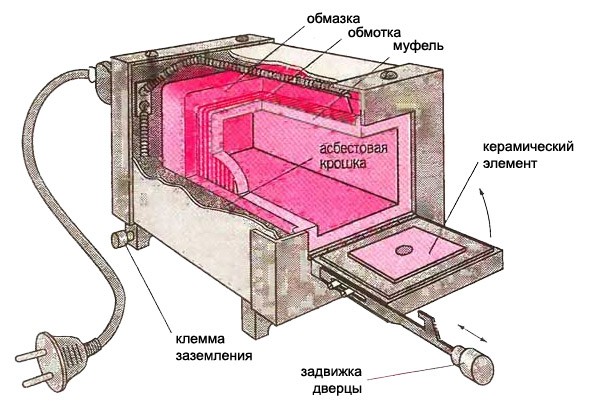
Seade
Ahi koosneb mitmest põhielemendist:
- Korp.
- Soojusisolatsiooni sisekiht.
- Soojust isoleeriv väliskiht (tulekindlad tellised, keraamika).
- kütteelemendid.
- Juhtelemendid ja elektrijuhtmestik.
Korpus on valmistatud metallist paksusega üle 2 mm, vastavalt eelnevalt koostatud skeemile.
Sisekihi soojusisolatsioon on valmistatud tulekindlatest tellistest maksimaalse töötemperatuuriga kuni 1000 °C.
Välimise isolatsioonikihi jaoks kasutatakse perliiti või basaltvilla, mis on head isolaatorid. Eriti väärib märkimist, et asbesti sisaldavate materjalide kasutamine on keelatud, kuna kõrgel kuumutustemperatuuril eralduvad mürgised ained.
Kütteelement - spiraal on valmistatud nikroom- või fekraaltraadist läbimõõduga 1 mm. Nikroomtraat koosneb niklist ja kroomist, on heade korrosioonivastaste omadustega. Fechrali traat sisaldab metalle rauda, alumiiniumi ja kroomi ning on palju odavam. Mõlemat tüüpi traat on võimeline taluma kuumutustemperatuuri ja pikaajalist töötamist, muutmata nende omadusi.
Tootmisprotsess
Kõige vastuvõetavam variant isetegemise muhvelahju valmistamiseks on vertikaalne või horisontaalne mudel, mille protsess toimub õhukeskkonnas, kasutades energiaallikana elektrit.
Kogu tootmisprotsess koosneb järgmistest toimingutest:
- Kereosad lõigatakse plekist välja ja keevitatakse keevitamise teel. Keevisõmblused puhastatakse ja kogu korpus kaetakse mitmes kihis tulekindla värviga.
- Uks on valmistatud terasest, mis on hingede abil keevitatud korpuse külge ja paigaldatud on lukustusmehhanism.
- Paigaldatud on perliidist väline termokaitse.
- Töökamber on kokku pandud tulekindlatest tellistest ilma mördita. Märgistus tehakse küttespiraali paigaldamiseks soontesse ning spetsiaalsed järeldused juhtseadmele ja toiteallikale.
- Spiraalide paigaldamiseks on tellistesse stantsitud sooned.
- Küttespiraal valmistatakse nikroomtraadi kerimisel 6 mm läbimõõduga vardale.
- Tellistest korpuse sisse asetatakse mördi abil kamber vastavalt spiraalide paigaldamise märgistusele ja skeemile.
- Ahi kuivatatakse, spiraal pannakse, elektrijuhtmestik ja maandus on ühendatud.
- Uksele paigaldatud soojusisolatsioon.
Muhvelahju küttetemperatuuri reguleerimiseks paigaldatakse spiraalidest 2 ahelat, mis vastavalt ühendusskeemile võivad töötada kolmes režiimis:
- Esimene režiim - kaks spiraalide ahelat on ühendatud järjestikku.
- Teine režiim - spiraalide alumine kontuur on ühendatud.
- Kolmas režiim - kaks spiraalide ahelat on ühendatud paralleelselt.
Korpus on hoolikalt isoleeritud savi, tulekindla liimi ja kuumakindla silikooniga. Pärast müüritise ja isoleermaterjalide täielikku kuivamist reguleeritakse seadmete tööd kolmes töörežiimis.







