ТРУБЫ СТАЛЬНЫЕВОДОГАЗОПРОВОДНЫЕ
ТЕХНИЧЕСКИЕУСЛОВИЯ
ГОСТ 3262-75
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙСТАНДАРТ СОЮЗА ССР
Дата введения 01.01.77
Настоящий стандартраспространяется на неоцинкованные и оцинкованные стальные сварные трубы снарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые дляводопроводов и газопроводов, систем отопления, а также для деталейводопроводных и газопроводных конструкций.
1. СОРТАМЕНТ
1.1. Трубы изготовляют поразмерам и массе, приведенным в табл. 1.
По требованию потребителятрубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерами массе, приведенным в табл. 2.
(Измененная редакция, Изм. № 1 , 3 ).
1.2. По длине трубыизготовляют от 4 до 12 м:
мерной или кратной мернойдлины с припуском на каждый рез по 5 мм и предельным отклонением на всю длинуплюс 10 мм;
немерной длины.
По согласованию изготовителяс потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до4 м.
Таблица 1
Размеры, мм
| Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг |
||||
| обыкновенных | усиленных | обыкновенных | усиленных |
||||
Таблица 2
Размеры, мм
| Условный проход | Наружный диаметр | Толщина стенки | Масса 1 м труб, кг |
Примечания:
1. Для резьбы,изготовленной методом накатки, на трубе допускается уменьшение ее внутреннегодиаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см 3 .Оцинкованные трубы тяжелее неоцинкованных на 3 %.
1.3. Предельные отклоненияпо размерам труб не должны превышать указанных в табл. 3.
Таблица 3
| Размеры труб | Предельные отклонения для труб точности изготовления |
|
| повышенной |
||
| Наружный диаметр с условным проходом: | ||
| до 40 мм включ. | ||
| - 0,5 |
||
| Наружный диаметр с условным проходом: свыше 40 мм | ||
| - 1,0 |
||
| Толщина стенки | - 15 % | - 10 % |
Примечания :
1. Предельное отклонениев плюсовую сторону по толщине стенки ограничивается предельными отклонениями помассе труб.
2. Трубыобычной точности изготовления применяют для водопроводов, газопроводов и системотопления. Трубы повышенной точности изготовления применяют для деталейводопроводных и газопроводных конструкций.
1.4. Предельные отклоненияпо массе труб не должны превышать +8 %.
По требованию потребителяпредельные отклонения по массе не должны превышать:
7,5 % - для партии;
10 % - для отдельнойтрубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 мдлины не должна превышать:
2 мм - с условным проходомдо 20 мм включ.;
1,5 мм - с условным проходомсвыше 20 мм.
1.6. Резьба на трубах можетбыть длинной или короткой. Требования к резьбе должны соответствовать указаннымв табл. 4.
2.2. По требованиюпотребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более,должны быть сняты фаски под углом 35-40° к торцу трубы. Приэтом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя наобыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносятна оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованиюпотребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ8944 , ГОСТ8954 , ГОСТ8965 и ГОСТ8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб недопускаются трещины, плены, вздутия и закаты.
На торцах труб недопускаются расслоения.
Допускаются отдельныевмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленныеспособом производства, если они не выводят толщину стенки за минимальныеразмеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленныхметодом печной сварки, допускается в месте шва уменьшение наружного диаметра до0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру неболее 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованиюпотребителя на трубах с условным проходом 20 мм и более на внутреннейповерхности шва труб грат должен быть срезан или сплющен, при этом высота гратаили его следов не должна превышать 0,5 мм.
По требованию потребителя натрубах условным проходом более 15 мм, изготовленных методом печной сварки испособом горячего редуцирования, на внутренней поверхности труб в зоне швадопускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны бытьобрезаны под прямым углом. Допускается величина скоса торца не более 2° .Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускаетсяобразование притупления (закругления) торцов. Допускается порезка труб в линиистана.
По согласованию изготовителяс потребителем на трубах с условным проходом 6-25 мм, изготовленных методомпечной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубыдолжны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованныхтруб не допускается пузырчатость и посторонние включения (гартцинк, окислы,спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельныефлюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатостьи незначительные местные наплывы цинка.
Допускается исправлениеотдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ9.307 .
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должнывыдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2)- трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см 2)- трубы усиленные.
По требованию потребителятрубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2)
2.9. Трубы с условнымпроходом до 40 мм включительно должны выдерживать испытание на загиб вокругоправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм -на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителятрубы должны выдерживать испытание на раздачу:
для труб условным проходомот 15 до 50 мм - не менее 7 %;
для труб с условным проходом65 и более - не менее 4 %.
По требованию потребителятрубы должны выдерживать испытание на сплющивание до расстояния междусплющиваемыми поверхностями, равного 2 / 3 наружногодиаметра труб.
2.8,2.9. (Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованиюпотребителя механические свойства труб для деталей водопроводных и газопроводныхконструкций должны соответствовать ГОСТ1050 .
2.11. Резьба труб должнабыть чистой, без рванин и заусенцев и соответствовать ГОСТ6357, классу точности В.
Трубы с цилиндрическойрезьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте швадопускается чернота на нитках резьбы, если уменьшение нормальной высоты профилярезьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе ниткис сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии,что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованиюпотребителя не превышает 5 %.
2.13. Допускается на резьбеуменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в , а по требованию потребителядо 10 %.
2.12.,2.13. (Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы наоцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованиюпотребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимаютпартиями. Партия должна состоять из труб одного размера, одной марки исопровождаться одним документом о качестве в соответствии с ГОСТ10692 с дополнением для труб, предназначенных для изготовления деталейводопроводных и газопроводных конструкций, из стали по ГОСТ1050 : химический состав и механические свойства стали в соответствиис документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности,размеров и кривизны подвергают каждую трубу партии.
Допускается применятьстатистические методы контроля по ГОСТ18242 с нормальным уровнем. Планы контроля устанавливаются по согласованиюизготовителя с потребителем.
Контроль наружного диаметратруб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметроврезьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата,остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками),механических свойств отбирают не более 1 %, но не менее двух труб от партии, адля труб, изготовленных методом непрерывной печной сварки, - две трубы отпартии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массыподвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытаниюгидравлическим давлением подвергают каждую трубу. При 100 %-ном контролекачества сварного шва неразрушающими методами испытание гидравлическимдавлением допускается не проводить. При этом способность труб выдерживатьиспытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщиныцинкового покрытия на наружной поверхности и в доступных местах внутреннейповерхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получениинеудовлетворительных результатов испытаний хотя бы по одному из показателей понему проводят повторное испытание на удвоенной выборке.
Результаты повторныхиспытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качестваот каждой отобранной трубы вырезают по одному образцу для каждого видаиспытаний.
Испытание на растяжениепроводят по ГОСТ 10006 .Допускается взамен испытания на растяжение проводить контроль механическихсвойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности трубпроизводят визуально.
4.3. Гидравлическоеиспытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загибпроводят по ГОСТ3728 . Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачупроводят по ГОСТ8694 на конической оправке с углом конусности 6° .
Допускается проведениеиспытания на оправке с углом конусности 30 ° .
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание насплющивание проводят по ГОСТ 8695 .
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного швапроводят неразрушающими методами по нормативно-технической документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинковогопокрытия на наружной поверхности и в доступных местах внутренней поверхностиконтролируют по ГОСТ9.301 и ГОСТ9.302 , а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» понормативно-технической документации.
4.6. Резьбу проверяютрезьбовыми калибрами-кольцами по ГОСТ 2533(третий класс точности).
При этом ввинчиваемостьнепроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну трубконтролируют поверочной линейкой по ГОСТ 8026 и набором щуповпо НД.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов трубконтролируют угольником 90° размером 160 ´ 100 мм класса 3 ГОСТ 3749 ,пластинчатыми щупами набора 4 по НД или угломером
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного швапроводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку,транспортирование и хранение проводят по ГОСТ10692 с дополнением.
5.1.1. Резьба труб должнабыть защищена от механических повреждений и коррозии смазкой понормативно-технической документации.
Разд. 5. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР 4.4
7. Переиздание сИзменениями № 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78,2-79, 4-87, 8-88, 2-90, 2-92)
Труба стальная водогазопроводная – представитель наиболее востребованных сортовых типов металлопроката в современном строительстве, который является крайне многофункциональным, надёжным и долговечным. Производятся они, в основном, из аустенитных, сложно легированных типов хромоникелевой стали, что придаёт изделию целый ряд полезных качеств:
- отменный показатель стойкости к воздействию коррозии;
- возможность эксплуатации в агрессивной среде;
- устойчивость к механическим повреждениям и вибрациям;
- высокая степень пластичности;
- обширный диапазон выдерживаемых температур;
- длительный период эксплуатации.
Водогазопроводные трубы из стали активно применяются в добывающей индустрии, области коммуникационных решений (канализационные сети, газо- и водопроводы, прокладка подземных кабелей), индустриальном строительстве, аграрной промышленности и машиностроении.
Трубы стальные водогазопроводные: цена за метр
Стоимость трубы стальной водогазопроводной может колебаться в пределах 55-1490 рублей за один метр, что напрямую зависит от пропускного диаметра изделия, толщины стенок, длины готовой продукции, её класса, типа проката, используемых сортов стали и наличия гальванического покрытия.
Все трубы ВГП классифицируются по следующим характеристикам.
По точности итогового изделия:
- стандартная точность;
- увеличенная точность.
По состоянию поверхностного слоя:
- с применением оцинкования – "Ц";
- без применения оцинкования.
По наличию резьбы:
- безрезьбовые;
- с цилиндрической нарезанной резьбой – "Р";
- с цилиндрической накатанной резьбой – "Н".
По типу резьбы:
- длинная резьба – "Д";
- короткая резьба.
По показателю толщины стенок:
- лёгкий тип;
- стандартный тип;
- усиленный тип.
По показателю длины:
- мерная длина;
- кратная длина;
- немерная длина.
Трубы стальные сварные водогазопроводные
Нормы производства трубы стальной сварной водогазопроводной регламентируются ГОСТ 3262-75. К указанной подгруппе относятся как оцинкованные трубы, так и без оцинковки, которые применяются для реализации водо- и газопровода, для деталей строительных конструкций и систем теплоснабжения. Все ВГП трубы являются электросварными (с усиленным швом) и производятся по показателю ДУ (условный проход) и по показателю толщины стенок.
Компания ГлавМосМеталл предлагает всем потребителям приобрести оптом и в розницу трубы стальные водогазопроводные по самым лояльным ценам в Москве. В наличии имеются изделия из всех сортов стали, всех типов и классов, с разнообразными пропускными диаметрами, толщиной стенок, безрезьбовые и резьбовые. Также по желанию заказчика возможно изготовление труб стальных водогазопроводных любого размера и диаметра, в соответствии с необходимыми техническими условиями. Также на любую продукцию может быть нанесено защитное покрытие из цинка. Отпускаются все изделия как по наличному, так и по безналичному расчёту.
В недалеком прошлом стальная труба ВГП (водогазопроводная) была обязательным атрибутом строительства практически любого объекта. Да и сейчас, когда на рынке представлен невероятный ассортимент труб для любых целей, трубы водогазонапорные не сдают своих позиций и применяются для большинства водопроводных, газопроводных и тепловых систем.
Это практически незаменимые изделия для любых коммуникаций.
Особенности труб ВГП
В данном случае тотальное завоевание трубами ВГП всех отраслей строительства можно легко объяснить. Дело в том, что на многих участках (как пример – открытая трасса), как бы того не хотелось, монтаж труб из любых других материалов попросту невозможен.
Даже трубы из полиэтилена и очень популярного сейчас металлопластика годятся далеко не для всех случаев.
Технические Условия устанавливают жесткие требования, согласно которым трубопровод для газовых нужд никогда не будет осуществляться посредством труб из пластика, не важно, насколько хорошие эксплуатационные свойства они при этом имеют.
Поэтому можно быть уверенным в том, что еще очень долгое время в газовом хозяйстве незаменимым материалом для изготовления труб будет именно сталь.

Стальные ВГП трубы: технология изготовления
Материал, из которого производится труба стальная ВГП – углеродистая сталь.
Технология производства состоит в следующем:
- При их производстве подготавливают специальные металлические заготовки (их еще называют штрипсами) и производят их формовку.
- После этого электрической сваркой делают шов, после чего трубу ВГП можно считать готовой.
Основной документ, который регламентирует нормативное качество изготовленных изделий ВГП труб – ГОСТ 3262-75.
Исследование шва рентгенографическими методами – обязательная процедура при контроле качества труб, так как именно место сварки шва является точкой повышенного риска в ВГП трубе. Наличие сварного шва, тем не менее, нельзя отнести к недостаткам изделия.
На срок службы такой трубы из стали ГОСТ 3262-75 во многом влияют условия ее эксплуатирования.
Сохранность в процессе эксплуатации зависит от того, какое вещество перемещается в трубе, газ или вода, их активности в химическом плане, воздействия факторов извне.

Основные характеристики труб ВГП
Не будем рассматривать всевозможные нюансы этих изделий, они обычному потребителю зачастую не требуются. Остановимся на самых основных эксплуатационных характеристиках труб ВГП, которые необходимо знать для работы с ними.
Обычно подобные знания могут понадобиться в тех случаях, когда требуется своими силами провести какой-либо немасштабный ремонт отопительных труб или самостоятельно провести водопровод.
Классификация ВГП труб
ГОСТ 3262-75 определяет сортамент труб ВГП из стали.
По материалу, методу изготовления и способу обработки труб ВГП их классифицируют по следующему принципу:
- оцинкованные ;
- трубы ВГП стальные (черные), неоцинкованные.
Кроме перечисленных параметров, при изготовлении труб учитываются также некоторые размеры трубы ВГП: условный проход (обозначается как ДУ) и толщина стенки. Диаметры ВГП труб и прочие параметры должны в точности соответствовать ГОСТу.
Есть два типа готовности, с которыми готовое изделие покидает конвейер:
- с резьбой на обоих концах, изготовленной способом накатки или нарезки;
- без резьбы.

Диаметры труб ВГП связаны с их обозначением в дюймах. Например, ВГП труба с параметром Ду 15 означает, что перед вами «полдюймовая» труба, а Ду 25 – «дюймовая».
Соответственно, труба Ду 20, Ду 32, Ду 40 и Ду 50 обозначают три четверти дюйма, дюйм с четвертью, полтора дюйма и два дюйма соответственно. Обозначение труб в миллиметрах несколько упрощает подбор труб нужного диаметра.
Группы точности труб ВГП
Трубы ВГП выпускают в следующих группах точности:
- Водогазопроводные трубы из стали обычной точности . При их изготовлении не нормируется химический состав и свойства механического характера. Применяются изделия обычной точности для прокладки водопроводных систем, отопления и газовых систем бытового значения.
- Водогазопроводные трубы из стали повышенной точности . К ним относятся оцинкованные стальные трубы. Применяются такие изделия для изготовления деталей, входящих в системы глобальных трубопроводов.
Нормировка ВГП труб
Водогазопроводные трубы из стали производителями, как правило, изготавливаются такой длины:
- 4-12 метра;
- мерной длины кратной;
- немерной длины (которая находится в пределах мерной).
Стоимость таких труб устанавливается, отталкиваясь не от длины изделия, а от его веса. Вес трубы ВГП стальной оцинкованного типа отличается от веса обычных на 3% в большую сторону.
Для изготовления труб ВГП стальных повышенной точности применяют стали согласно ГОСТ 1050, причем их состав и механические свойства не подлежат нормированию.
Конструкциях для изготовления деталей. Стальные ВГП трубы изготавливают методом электросварки, причем применяется усиленный шов.
Труба черная ВГП в зависимости от толщины стенки подразделяется на такие типы:
- легкие;
- усиленные;
- обыкновенные.
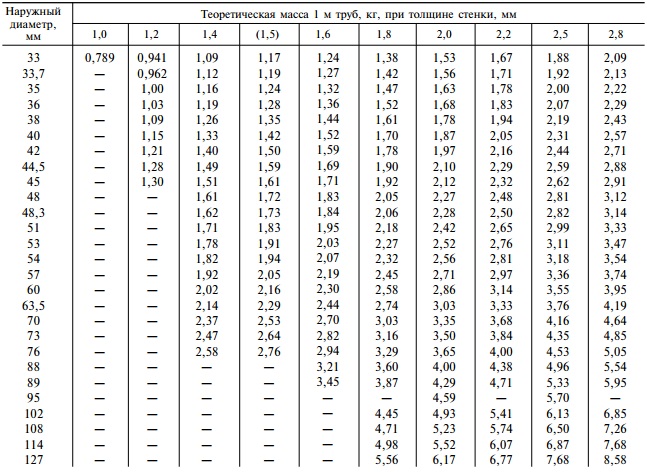
ГОСТ 3262-75 нормирует толщину стенки этих изделий. Также в этом госте в табличном виде представлены такие параметры, как наружный диаметр труб ВГП, условный проход, масса и толщина стенки .
Трубы предназначены для работы при гидравлическом давлении в 25 кгс/см2 для легких труб и 32 кгс/см2 для усиленных.
При желании потребителя может быть нанесена резьба на оба конца в обыкновенных трубах, а также в усиленных трубах ВГП, условный проход в которых более 10 миллиметров.
Резьба может наноситься длинная и короткая. Оцинкованные трубы ВГП поставляются как с муфтами и резьбой, так и без них.
Нормы для электросварных ВГП труб и особенности их монтажа
Электросварные трубы, которые регулируются ГОСТом 10705-80, а также ГОСТом 10704-91, применяются для самых разных конструкций и трубопроводов. Здесь при производстве применима сталь марок 20, 10, 3СП, 3ПС. Возможен вариант изготовления термообработанных и нетермообработанных труб.
Немерная длина составляет от 4 до 11 метров, а мерная – от 9 до 11,7 метров.

Размеры труб ВГП определяются их длиной и диаметром.
По достигнутой с потребителем договоренности относительно конкретной партии труб, размеры ВГП трубы могут отклоняться:
- Могут быть допущены 5% отклонения для труб ВГП, имеющих длину 1,5-4 метра.
- Когда изготовлена методом накатки, в оцинкованной трубе возможно сокращение диаметра до 10% по всей области, на которой она расположена.
- Вес ВГП трубы рассчитывается при плотности стали, составляющей 7, 85 г/см3. При этом оцинкованные трубы весят больше на 3% неоцинкованых.
Существует два традиционных способа монтажа труб водогазопроводных из стали:
- монтаж с применением электросварочного соединения труб друг с другом;
- монтаж и соединение труб производится с помощью муфт и прочего оборудования.
Несмотря на очень широкую распространенность полимерных труб среди потребителей, уверенно можно сказать то, что стальная труба ВГП благодаря своим многочисленным положительным сторонам и качественным эксплуатационным характеристикам еще долго не сдаст своих позиций и будет применяться длительное время.
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
ГОСТ 3262-75
Технические условия
Water-supply and gas-supply Specifications
Дата введения: 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл.2.
1.2. По длине трубы изготовляют от 4 до 12 м:
а) мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину плюс 10 мм;
б) немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
| Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг | ||||
|---|---|---|---|---|---|---|---|
| легких | обыкновенных | усиленных | легких | обыкновенных | усиленных | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,10 | - | - |
| 15 | 1,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Таблица 2
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см 3 . Оцинкованные трубы тяжелее неоцинкованных на 3 %.
(Измененная редакция, Изм. № 1, 3)
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл. 3.
Таблица 3
Примечания:
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
1.4. Предельные отклонения по массе труб не должны превышать + 8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5 % - для партии;
10 % - для отдельной трубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включ.;
1,5 мм - с условным проходом свыше 20 мм.
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
| Условный проход, мм | Число ниток при условном проходе | Длина резьбы до сбега, мм | |
|---|---|---|---|
| длинной | короткой | ||
| 6 | - | - | - |
| 8 | - | - | - |
| 10 | - | - | - |
| 15 | 14 | 14 | 9,0 |
| 20 | 14 | 16 | 10,5 |
| 25 | 11 | 18 | 11,0 |
| 32 | 11 | 20 | 13,0 |
| 40 | 11 | 22 | 15,0 |
| 50 | 11 | 24 | 17,0 |
| 65 | 11 | 27 | 19,5 |
| 80 | 11 | 30 | 22,0 |
| 90 | 11 | 33 | 26,0 |
| 100 | 11 | 36 | 30,0 |
| 125 | 11 | 38 | 33,0 |
| 150 | 11 | 42 | 36,0 |
1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя сматывают в бунты.
Примеры условных обозначений
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20×2,8 ГОСТ 3262-75
То же, с муфтой:
Труба М-20×2,8 ГОСТ 3262-75
То же, мерной длины, с резьбой:
Труба Р-20×2,8 - 4000 ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20×2,8 ГОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20×2,8 - 4000 ГОСТ 3262-75
Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по и без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по .
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по , и из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по .
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2) - трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см 2) - трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2)
(Измененная редакция, Изм. № 2, 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм - на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм - не менее 7 %;
для труб с условным проходом 65 и более - не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2 / 3 наружного диаметра труб.
(Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать .
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать , классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя до 10 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по : химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
Технические условия
ГОСТ 3262-75
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
1.2. По длине трубы изготовляют от 4 до 12 м:
а) мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину плюс 10 мм;
б) немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
| Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг | ||||
| легких | обыкновен-ных | усилен-ных | легких | обыкновен-ных | усилен-ных | ||
| 6 | 10,2 | 1,8 | 2 | 2,5 | 0,37 | 0,4 | 0,47 |
| 8 | 13,5 | 2 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17 | 2 | 2,2 | 2,8 | 0,74 | 0,8 | 0,98 |
| 15 | 21,3 | 2,35 | - | - | 1,1 | - | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4 | 2,73 | 3,09 | 3,78 |
| 40 | 48 | 3 | 3,5 | 4 | 3,33 | 3,84 | 4,34 |
| 50 | 60 | 3 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4 | 4,5 | 8,44 | 9,6 | 10,74 |
| 100 | 114 | 4 | 4,5 | 5 | 10,85 | 12,15 | 13,44 |
| 125 | 140 | 4 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165 | 4 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Таблица 2
| Условный проход | Наружный диаметр | Толщина стенки | Масса 1 м труб, кг |
| 10 | 16 | 2 | 0,69 |
| 15 | 20 | 2,5 | 1,08 |
| 20 | 26 | 2,5 | 1,45 |
| 25 | 32 | 2,8 | 2,02 |
| 32 | 41 | 2,8 | 2,64 |
| 40 | 47 | 3 | 3,26 |
| 50 | 59 | 3 | 4,14 |
| 65 | 74 | 3,2 | 5,59 |
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см 3 . Оцинкованные трубы тяжелее неоцинкованных на 3 %.
(Измененная редакция, Изм. № 1, 3)
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл. 3.
Таблица 3
Примечания:
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
1.4. Предельные отклонения по массе труб не должны превышать + 8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5 % - для партии;
10 % - для отдельной трубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включ.;
1,5 мм - с условным проходом свыше 20 мм.
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
| Условный проход, мм | Длина резьбы до сбега | Условный проход, мм | Число ни-ток при условном проходе | Длина резьбы до сбега | |||
| длинной | короткой | длинной | короткой | ||||
| 6 | - | - | - | 50 | 11 | 24 | 17,0 |
| 8 | - | - | - | 65 | 11 | 27 | 19,5 |
| 10 | - | - | - | 80 | 11 | 30 | 22,0 |
| 15 | 14 | 14 | 9,0 | 90 | 11 | 33 | 26,0 |
| 20 | 14 | 16 | 10,5 | 100 | 11 | 36 | 30,0 |
| 25 | 11 | 18 | 11,0 | 125 | 11 | 38 | 33,0 |
| 32 | 11 | 20 | 13,0 | 150 | 11 | 42 | 36,0 |
| 40 | 11 | 22 | 15,0 | ||||
1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя сматывают в бунты.
Примеры условных обозначений
Труба обыкновенная, неоцинкованная, обычной точности изготовле-ния, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20 х 2,8 ГОСТ 3262-75
То же, с муфтой:
Труба М-20 х 2,8 ГОСТ 3262-75
То же, мерной длины, с резьбой:
Труба Р-20 х 2,8 - 4000 ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20 х 2,8 ГОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20 х 2,8 - 4000 ГОСТ 3262-75
Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380-88 и ГОСТ 1050-88 без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050-88.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944-75, ГОСТ 8954-75, ГОСТ 8965-75 и ГОСТ 8966-75 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябиана, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307-89.
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2) - трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см 2) - трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2)
(Измененная редакция, Изм. № 2, 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм - на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм - не менее 7 %;
для труб с условным проходом 65 и более - не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2 / 3 наружного диаметра труб.
(Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050-88.
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357-81, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя до 10 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692-80 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050-88: химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242-72 с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, - две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100%-ном контроле качества сварного шва неразрушаю-щими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006-80. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
4.2. Осмотр поверхности труб производят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845-75 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728-78. Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694-75 на конической оправке с углом конусности 6°.
Допускается проведение испытания на оправке с углом конусности 30 °.
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695-75.
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301-86 и ГОСТ 9.302-88, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533-88 (третий класс точности).
При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026-92 и набором щупов по ТУ 2-034-225-87.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160х100 мм класса 3 ГОСТ 3749-77, пластинчатыми щупами набора 4 ТУ 2-034-225-87 или угломером ГОСТ 5378-88. Угол скоса фаски контролируют угломером по ГОСТ 5378-88.
(Измененная редакция, Изм. № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507-90, калибрами-скобами по ГОСТ 2216-84 или ГОСТ 18362-73.
Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507-90 или стенкомером по ГОСТ 11358-89 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502-89. Резьбу контролируют калибрами по ГОСТ 2533-88.
Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг.
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692-80 с дополнением.
5.1.1. Резьба труб должна быть защищена от механических повреждений и коррозии смазкой по нормативно-технической документации.
Разд. 5. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В. И. Стружок, канд. техн. наук, В. М. Ворона, канд. техн. наук, Ю. М. Миронов, канд. техн. нук, А. И. Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.09.75 № 2379
3. Периодичность проверки 5 лет
4. ВЗАМЕН ГОСТ 3262-62
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-ТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.301-86 | 4.5 |
| ГОСТ 9.302-88 | 4.5 |
| ГОСТ 9.307-89 | 2.7 |
| ГОСТ 380-88 | 2.1 |
| ГОСТ 1050-88 | 2.1, 2.10, 3.1 |
| ГОСТ 2216-84 | 4.9 |
| ГОСТ 2533-88 | 4.6, 4.9 |
| ГОСТ 3728-78 | 4.4 |
| ГОСТ 3749-77 | 4.8 |
| ГОСТ 3845-75 | 4.3 |
| ГОСТ 5378-88 | 4.8 |
| ГОСТ 6357-81 | 2.11 |
| ГОСТ 6507-90 | 4.9 |
| ГОСТ 7502-89 | 4.9 |
| ГОСТ 8026-92 | 4.7 |
| ГОСТ 8694-75 | 4.4а |
| ГОСТ 8695-75 | 4.4б |
| ГОСТ 8944-75 | 2.3 |
| ГОСТ 8954-75 | 2.3 |
| ГОСТ 8965-75 | 2.3 |
| ГОСТ 8966-75 | 2.3 |
| ГОСТ 10006-80 | 4.1 |
| ГОСТ 10692-80 | 3.1 |
| ГОСТ 11358-89 | 4.9 |
| ГОСТ 18242-72 | 3.2 |
| ГОСТ 18363-73 | 4.9 |
| ТУ 2-034-225-88 | 4.7, 4.8 |
6. Переиздание (май 1994 г.) с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78, 2-79, 4-87, 8-88, 2-90, 2-92).